中车青岛四方机车车辆股份有限公司 山东青岛266000
摘 要
当前我国的轨道交通行业正处于快速发展的阶段,轨道车辆中电气连接的可靠性直接影响着车辆的运行安全,电气连接主要由各式各样的连接器进行串联,而连接器的组装工艺的优劣关键在于准确保障各个环节连接准确。本文主要对轨道车辆的电气连接工艺进行介绍,并提出对电气连接的一些看法。
关键字:动车组 制动管路 组装工艺
1.概述
随着电气化铁路及电力机车技术的迅速发展,轨道车辆在产品结构、形式以及质量方面都有了很大的改进和提高,制动系统是车辆的重要组成部分,直接关系到机车的运行安全,其的密封性直接影响着制动性能,制动管路密封性差会导致车辆无法及时制动停车等[1]。制动管路组装过程中组装工艺起着尤为关键的作用。
2.工艺要点
2.1 准备阶段
2.1.1 管路检查
检查管路管端防护状态是否良好,若有管端防护不良的,使用吹尘枪(接通压力大于550kPa的经过过滤的压缩空气)对管路内腔进行吹扫,吹扫时吹尘枪口伸入管路内,在管路另一端包扎干净白布,直至白布上无明显杂物、油脂吹出为止。
拆下管端防护堵,目视检查管螺纹有无磕碰损伤,已预装卡套的钢管需检查管端是否有磕碰损伤、卡套外表面是否有划痕损伤,状态不良报废。
拆下管端防护堵后使用吹尘枪(接通压力大于550kPa的经过过滤的压缩空气)对管端螺纹表面、卡套等进行吹扫,确保管螺纹、卡套上无杂物。
2.1.2管道件检查
需确认预组管路端部的管道件和临时更换的管道件(包括截断塞门)内部无杂物、毛刺,确认螺纹无缺损、变形、毛刺。安装前使用高压风对管道件(包括截断塞门)的内螺纹进行吹扫不少于3次。
2.1.3 软管检查
确认各类软管管端防护良好,目视检查内部无杂质,管路通畅。确认软管管端接头的螺纹无缺损、变形。安装前使用高压风对软管接头螺纹以及软管内部进行吹扫不少于3次。
确认各制动部件管口防护状态良好,管口内部无杂物、毛刺。
2.2 管路安装
2.2.1螺纹连接结构管路安装
管路连接时,需用密封胶进行密封,碳钢管与不锈钢管道件连接,管螺纹要涂乐泰胶;不锈钢管与不锈钢管道件连接,管螺纹要涂乐泰胶,涂抹要均匀环绕管路一周,且在管端留有1~2扣丝,以免密封胶进入管内部,管路安装时,每个管道件连接完成后,用抹布擦去丝根与管道件连接处多余的密封胶。等整车管路安装完,保压合格后在丝根处找补油漆防锈。对于安装过程中有划痕的管路,用锉刀去除毛刺,并重新找补油漆,锉除厚度不得大于管路壁厚的10%。
管路与管道件之间拧紧后,须保证拧入深度不少于4扣丝,且露出1扣丝以上螺纹。内外接头、内外弯头与其他管道件装配时,拧紧后,内外接头、内外弯头螺尾部分须有丝扣露出与其装配的管道件
2.2.2卡套式接头结构管路安装
把接头体螺纹外表面均匀涂抹少许润滑油。将管子插入到接头体内,确保管子与接头体无相对运动,卡住接头体,用手拧紧螺母,然后用不加延长杆的普通开口扳手拧紧螺母,拧紧至力矩激增点(力矩激增点:用不加延长杆的普通开口扳手拧紧螺母,平稳均匀施力,当明显感觉力矩突变的一点为力矩激增点),分别在接头体和螺母上用红色记号笔画一圆点,作为力矩激增点标记。
再用加装延长杆的专用开口扳手卡住接头体,再将螺母拧紧。紧固后的管子,如需重新调整角度,需松开螺母后再调整角度,调整完后重新紧固。保压时若管接头有泄漏,允许稍微拧紧,如仍有泄漏,需松开接头,检查卡套情况,如状态不良,报废处理,如状态良好,将接头体旋转60°再次装配,如仍有泄漏,则需更换新管。
2.2.3 管卡座及管卡安装
制动管路用管卡固定,管路与管道件紧固前可先用管卡进行预固定,等管路连接并保压,确认管路符合要求后,再紧固管卡螺栓。管卡与管径尺寸匹配,用手摇动管子不能在管卡内晃动。管卡用螺母固定时,螺母无产品标识的面与垫圈接触,有产品标识的面朝外。若管卡与焊卡、管卡座闪缝时,可以增加厚度不大于5mm的PVC调整垫(受电弓管路除外)。
管卡座有三种安装形式:焊接结构、铆接结构和螺栓安装结构特殊螺栓安装需确认螺栓头部槽与滑轨方向垂直。无特殊说明安装于中部横梁上的管卡座采用铝拉铆钉固定于横梁上排孔。管卡座及管卡图中下方的H、H1表明了管卡座的高度定位及管卡与管卡座之间的安装关系,安装关系示意如图1所示。
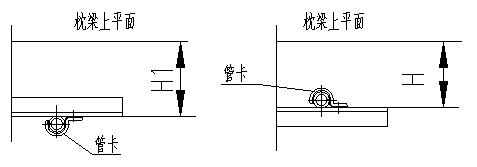
图1 管卡座安装高度及管卡与管卡座之间的安装关系
管卡的位置和型号按照管卡组装图中要求进行布置和安装。螺栓连接注意事项:国标厚壁不锈钢管采用不锈钢压型管卡固定,管卡在固定时,若管卡座为螺丝座结构,配套使用平垫圈和弹簧垫圈,否则配套使用螺母和平垫圈,螺母选用符合GB/T 889.1-2000的六角锁紧螺母。
安装贯通管路时,需要穿入横梁孔内,可从两端或横梁间距较大处穿入,与工作图中的尺寸核对后,再用管接头或弯头等管道件与其他管路相接,最后用管卡固定。安装分歧管路时,也是按顺序逐段安装,先与工作图中的尺寸核对后,再用管接头或弯头等管道件与其他管路相接,最后用管卡固定。有活接、三通等分支处应先定位,然后再紧固。对于预组管路也应符合图纸要求,管路安装完成时,外观要应做到整齐、规范、横平竖直。
车下中部侧门、踏面清扫、制动缸等管路位于线槽下方时,应在安装线槽前进行研装。安装线槽时拆除相应管路,待线槽安装后再恢复管路安装,并对管路接头查漏,确认无泄漏。
在司机室内用于压力检测处的螺堵,由于在机械调试时需要拆下用于压力测试,为方便拆卸,管组成和配管班安装时,用魔绳进行安装并保压,待机械调试测试完成后,由机械调试班将魔绳清理干净,涂管螺纹密封胶拧紧,并测试,不允许泄漏。魔绳使用中,靠近管路边缘两扣丝内不允许缠绕魔绳;魔绳清理应彻底,不允许有残留。
3.重点注意事项
施工完毕后须符合图纸、工艺文件要求。管路布置应整齐、规范、横平竖直,特殊情况下管路可适当调整。管道无接磨(固定处例外), 管道外表面与贯通孔有一定的间隙。所有紧固件和活接管道件、方头螺堵,须涂防松标记。通过车顶、地板、司机室气密隔断的管路需套热缩管和密封处理。管螺纹连接需打密封胶,前1~2扣不涂打密封胶,螺纹拧紧不少于4扣丝,外露1扣丝以上,管端需防护。管路外表面不能有毛刺,刮痕。
动车组的制动管路组装要求高,组装工序多,组装工艺复杂,通过对相应工艺逐步解析, 可有效解决管路组装较困难的问题,使得复杂的工艺变得简洁化、有序化、明朗化,提高组装工艺水平和工作效率,保证产品质量,降低成本。
参考文献
[1] 刘 刚,陈金彪,高志波,王常见. CRH3型动车组制动管路气密性试验方法研究[J] . 铁道车辆,2020(5)。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



