(贵州师范学院 化学与材料学院 贵州贵阳 550018)
摘要:本文以PP为基体材料,分别加入AC发泡剂,发泡助剂以及不同含量的Nano-OMMT,注塑成型制备PP/OMMT微孔发泡材料,结合拉伸性能测试和扫描电子显微镜表征,研究OMMT对PP材料发泡行为及拉伸性能的影响。结果表明,OMMT作为异相形核剂,可以增加泡孔密度,改变泡孔形态,它的二维片层结构还可以有效提高材料的拉伸强度,尤其当OMMT的用量为2.5%时,泡孔密度、泡孔尺寸、及分散程度较为理想,拉伸强度较强。
关键词:聚丙烯;纳米蒙脱土;微孔发泡;拉伸性能
微孔发泡聚合物[1]是一种通过物理或化学的方法向聚合物材料内部引入大量的气泡,实现集聚合物的特性和小气泡的特性有机融合的新型材料。其中聚丙烯(PP)微孔发泡材料有较高的比强度和尺寸稳定性,在隔热[2]、隔声[3]、包装缓冲[4]、过滤[5]、医疗[6]、汽车内饰件[7]、儿童用品等诸多领域有一定的应用价值和发展前景,引起了研究人员的关注。但普通PP由于其结晶性和线型分子结构,熔体强度低,难以发泡。通常选择向基体中添加不同的填料或者调整发泡工艺能有效改变泡孔结构,从而获得好的力学性能。
改性后的蒙脱土(OMMT)表面由亲水性变为疏水性,改变了OMMT与基体间的界面结合性,能轻易的分散到基体中。在PP微孔发泡材料中加入OMMT使得泡孔密度增加,在泡孔成核及长大过程中能够阻隔气体,防止出现泡孔合并的现象,加固泡孔壁防止受到破坏[8]。高长云[9]等通过熔融插层法制备PP/OMMT复合材料,再添加少量的高熔体强度聚丙烯[10](HMSPP),连续挤出制备PP/HMSPP/OMMT复合材料发泡棒材[11]。结果表明发泡产物的泡孔密度增加;OMMT在孔壁附近定向分布,有利于封闭的泡孔结构形成。
基于此,本文采用OMMT作为形核剂,以化学发泡法为基础,通过调整OMMT的含量对PP进行改性,并制备出PP/OMMT复合发泡材料,对其拉伸性能进行测试,结合SEM观察泡孔形貌,分析讨论不同含量PP/OMMT复合发泡材料拉伸性能与发泡行为的关系。
1.实验部分
1.1实验原料
聚丙烯,T30s,中石油大连石化分公司
纳米蒙脱土(Nano-OMMT),DK4,浙江丰虹新材料责任有限公司
AC发泡剂,武汉汉洪化工厂
发泡助剂 自制
1.2实验仪器及设备
扫描电子显微镜,Gemini300,德国ZEISS公司
万能测试机,CMT6104,美斯特工业系统(中国)有限公司
注塑成型机,EM120-V,震德塑料机械有限公司
1.3样品制备
发泡试样的制备:将 PP或者PP/OMMT复合材料与AC发泡剂母粒,发泡助剂母粒按一定质量比混合均匀后,在注塑机上采用二次开模法[12]制备微发泡试样,试样最终厚度为4.0mm(3.5mm释压至4.0mm)。(注塑工艺参数条件:注塑温度185℃,注塑速度:90%;注塑压力:80%,模具温度:25℃;冷却时间24s)
未发泡试样的制备:将OMMT分别按质量比为1wt%, 2.5wt%,5wt%与PP混合均匀,在注塑机上制备哑铃型待测试样,试样最终厚度为4.0mm。(注塑工艺参数条件:注塑温度185℃,注塑速度:90%;注塑压力:80%,模具温度:25℃;冷却时间24s)
1.4拉伸性能测试
拉伸强度采用微机控制电子万能测试机,按GB/T1040.2-2006标准测试,选取哑铃型的样条,每组试样测3-5次,结果取平均值。
1.5泡孔参数及形貌表征
将拉伸后的样品断面进行喷金处理后,利用SEM对不同含量PP/OMMT的拉伸断口微观形貌进行观察。
将发泡后的样品在液氮下冷却4h脆断,对断面进行喷金处理后,利用SEM观察不同含量PP/OMMT复合发泡材料的断面微观形貌。再利用Nano Measurer 1.2图像处理软件对泡孔结构的SEM照片进行统计,统计的泡孔个数大于100个,用下列公式进行计算[13-14]:
 (1)
(1)
 (2)
(2)
其中:Vf为孔隙率;PP , Pf分别为未发泡材料和发泡材料的密度;N0为泡孔密度个/cm3;n为统计面积中的泡孔个数;M为SEM照片的放大倍数;A为SEM照片中所统计的面积,cm2。
2.结果与讨论
![]()
![]()
![]()
![]()



2.1不同含量PP/OMMT复合材料泡孔尺寸及泡孔密度
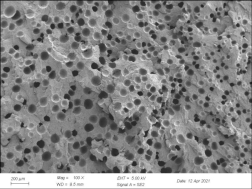
图2.1不同含量的PP/OMMT发泡试样的泡孔形貌 a.0%,b.1%,c.2.5%,d.5%

从图2.1中可以看出,加入OMMT的PP发泡试样泡孔分布比纯PP发泡试样的泡孔分布更均匀,随着OMMT含量的增加,PP发泡试样的泡孔直径减小,泡孔密度增加。统计后如图2.2中所示,泡孔密度越大,对应的泡孔尺寸就越小,泡孔尺寸稳定性就越高,反之,当泡孔尺寸越大,泡孔更倾向于发生变形,容易形成应力集中,所对应的力学性能较差。其中,在PP发泡试样中添加2.5%的OMMT后,泡孔直径开始明显变小,泡孔分布较为均匀,没有明显的并泡现象,说明该条件下的PP/OMMT复合材料的发泡效果较为理想。
图2.2 不同发泡PP/OMMT试样的泡孔密度及平均泡孔直径
表2.1 PP/OMMT未发泡与发泡试样的密度
PP/OMMT(OMMTwt%) | 未发泡密度 | 发泡密度 | 孔隙率 |
0 | 0.905 | 0.747 | 0.175 |
1 | 0.909 | 0.768 | 0.155 |
2.5 | 0.914 | 0.758 | 0.171 |
5 | 0.918 | 0.769 | 0.162 |
利用精密天平测量得到试样的密度统计在表2.1中。由表中数据分析可得知,未发泡的PP/OMMT复合材料的密度随着OMMT含量的增加而增大;而发泡后PP/OMMT复合材料的密度比未发泡的PP/OMMT复合材料密度小,是因为发泡后PP/OMMT复合材料中有泡孔的存在,使得试样的质量减轻[15]。将数据代入公式(1)得到试样发泡后的孔隙率,该值表明发泡后试样的质量减重程度,但不能反映实际试样中泡孔的形貌结构特征,因此需要结合泡孔形貌照片进行分析。
2.2不同含量PP/OMMT复合发泡材料的拉伸性能
2.2.1未发泡PP/OMMT复合材料的拉伸性能
表2.2 未发泡PP/OMMT的拉伸强度
PP/OMMT(OMMTwt%) | 0 | 1 | 2.5 | 5 |
未发泡PP的拉伸强度(MPa) | 33.0198 | 32.6618 | 33.890 | 33.038 |
34.3882 | 32.784 | 34.246 | 32.714 | |
34.015 | 32.588 | 33.978 | 32.916 | |
平均值 | 33.808 | 32.678 | 34.038 | 32.889 |
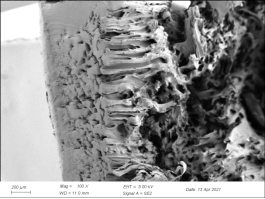
从表中可以看出,当OMMT含量为2.5%时,PP/OMMT复合材料拉伸强度增强,是由于OMMT二维片层结构可以有效的承载拉伸应力,使得PP材料的拉伸强度增强;但OMMT含量为5%的时比纯PP的拉伸强度低,是因为OMMT含量过高,分布不均匀,在拉伸过程中会变成应力汇聚的地方,形成应力集中,造成明显的缺陷,导致材料的拉伸强度下降,如图2.3 d 所示,说明添加OMMT的试样,在拉断过程中OMMT和基体试样同时作用,由于OMMT含量较高与基体的相容性欠佳,两相接触面上会形成应力集中,拉伸裂纹在此处形成裂缝,易于拉伸断裂,则拉伸强度降低。如图2.3 c 所示,PP/OMMT(2.5%)的拉伸断面不光滑,说明基体相相容性较好。
![]()
![]()
![]()
![]()

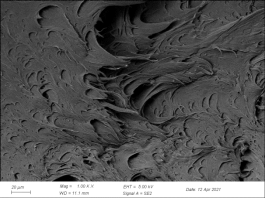


图2.3未发泡纯PP及PP/OMMT的拉伸断面a.纯PP,b. 1%,c. 2.5%,d. 5%
2.2.2发泡PP/OMMT复合材料的拉伸性能
表2.3 发泡PP/OMMT的拉伸强度
PP/OMMT(OMMTwt%) | 0 | 1 | 2.5 | 5 |
发泡PP的拉伸强度(MPa) | 23.453 | 24.1297 | 23.733 | 24.0403 |
23.433 | 24.1188 | 24.5652 | 24.033 | |
23.899 | 24.3217 | 25.0927 | 23.6025 | |
平均值 | 23.60 | 24.19 | 24.464 | 23.892 |
![]()
![]()
![]()
![]() 表2.3是不同发泡PP/OMMT试样的拉伸强度测试数据。根据表中数据分析可以得知,即使有泡孔的存在,加入OMMT均可使PP/OMMT复合材料的拉伸强度明显增强,说明OMMT在基体里承载了一定的应力,使得PP/OMMT复合材料在拉伸过程中体现出更高的拉伸强度;当PP发泡材料中的OMMT含量越高,其分散性越差,越容易团聚[15],因此PP
表2.3是不同发泡PP/OMMT试样的拉伸强度测试数据。根据表中数据分析可以得知,即使有泡孔的存在,加入OMMT均可使PP/OMMT复合材料的拉伸强度明显增强,说明OMMT在基体里承载了一定的应力,使得PP/OMMT复合材料在拉伸过程中体现出更高的拉伸强度;当PP发泡材料中的OMMT含量越高,其分散性越差,越容易团聚[15],因此PP
发泡试样的OMMT含量超过2.5%后,发泡PP的拉伸强度有下降的趋势。
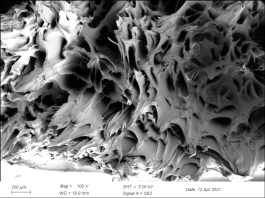

图2.4发泡纯PP及PP/OMMT的拉伸断面a.纯PP, b. 1%, c. 2.5%, d. 5%
图2.4为发泡PP/OMMT复合材料及不同含量的PP/OMMT发泡试样的拉伸断面。从图中可以发现,c为发泡PP/OMMT(2.5%)的拉伸断面,可以明显看出拉伸界面的塑性变形,可分散应力作用,因此表现出更高的拉伸强度。由此可说明,将OMMT以纳米尺度分散在PP基体中,以空洞化的形式存在,可阻止裂纹沿基体界面扩展,充分发挥纳米粒子的刚性和尺寸稳定性,改善PP发泡材料的拉伸强度。
3.结论
(1)加入OMMT可以明显提高PP/OMMT复合材料和PP/OMMT复合发泡材料的拉伸强度。主要是因为OMMT的片层结构在PP试样在拉伸应力作用下能够承载一定的应力,即使有泡孔存在降低有效承载面积,仍可以起到增强PP发泡试样拉伸强度的作用。
(2)当OMMT含量为2.5%的发泡质量较好,该含量的OMMT在PP发泡试样中分布较均匀,异相形核作用表现较好,因此试样的泡孔密度较大,泡孔尺寸较小,泡孔形态较为规则。
参考文献
[1]Martini J E, Ellen J, Suh N P. The Production and Analysis of Microcellular Foam [D]. MIT, 1981.
[2]王维.发泡聚丙烯制备与应用研究进展[J].科技风.2019,(27) :224.
[3]廖国峰,蔡俊,傅雅琴,杨易宁,郁倪帅,练艺丹.重质粒子/NBR-PVC微孔阻尼复合材料的制备及其隔声性能[J].复合材料学报.2018,35(5) :1066-1072.
[4]钟声标.发泡聚乙烯缓冲包装结构设计[J].包装工程.2016,37(21) :142-144.
[5]冯唐锴,蔡新安,张耀,韩婷.膨胀式发泡陶瓷微球应用于污水藻体过滤的初步研究[J].科技创新与生产力.2018,(10) :56-59.
[6]SABIC携手上海升广成功将NORYLTM和LEXANTM结构发泡材料用于医疗器械应用[J].上海塑料.2017,(3) :58.
[7]张建耀,张庆录.汽车内饰用聚丙烯微发泡专用料的研制[J].现代塑料加工应用.2017,29(6) :24-27.
[8]姜修磊. 聚丙烯微孔发泡过程中泡孔形态的控制[D].华东理工大学.
[9]高长云,金窚,辛振祥. PP/HMSPP/OMMT复合材料挤出发泡的研究[J].塑料工业, 2010, 38(12):67-69.
[10]汪晓鹏,李文磊,贺建梅.高熔体强度聚丙烯的制备及性能研[J].塑料工业, 2013(12):9-12.
[11]眭晓龙. 聚丙烯微孔发泡材料制备及改性进展[J].工程塑料应用, 2018, 46(05):125-129.
[12]赵丽萍,殷嘉兴,张祥福,等. 聚丙烯/滑石粉微发泡材料力学性能及发泡行为的研究[J]. 上海塑料, 2016, 00(03):55-58.
[13]龚维,何力,高家诚,等. 聚丙烯微孔发泡材料发泡助剂实验[J]. 重庆大学学报:自然科学版, 2009.
[14]杨慧.多途径制备PP/POE发泡材料的泡孔结构及性能[D].广州:华南理工大学,2020.
[15]曹太山, 何力, 张纯,等. 纳米蒙脱土对聚丙烯微孔发泡行为的影响[J]. 塑料, 2009, 38(06):28-30.
[基金项目] 本文系(2021年贵州省级大学生创新训练项目,微孔发泡聚丙烯拉伸性能及失效分析,S202114223065 )

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



