中航西安飞机工业集团股份有限公司
摘要:本文分别为化学铣切试验、硫酸阳极氧化试验、涂底漆试验和漆层结合力试验验证AC-2K局部修补剂防护效果、对零件表层氧化层耐蚀性以及是否对漆层有影响。对AC-2K修补剂的应用进行分析,最后得出目前AC-2K修补剂的优势以及劣势。
关键词:AC-2K;化学铣切;修补剂
引言
化学铣切加工是一种重要的特种加工工艺,通过控制化学溶液等参数, 按预先确定的部位、范围与深度从工件上除去基体材料, 从而获得所需尺寸精度的零件。对于非化铣区域,通常采用喷涂、刷涂或浸涂涂敷化铣保护胶的方式,进行整体防护。但无论采用何种涂敷方式,都无法保证保护胶膜层完全致密,固化后的保护胶表面有鱼眼或针孔等缺陷。对于局部漏点,通常采用高频火花发生器进行检测,而一般对于已经检测出来的漏点,通常采用铅基胶带、Silasitic 732RTV硅橡胶密封剂和旧的胶皮进行防护。
但实际生产中,存在以下问题:
1)对于铣切台阶多的复杂零件或铣切深度大的零件,在高温强碱的化铣槽中,浸泡时间经常超过2个小时,而铅基胶带与保护胶的结合力不佳,浸泡时间超过1小时,就会出现铅基胶带脱落的现象;而旧的AC-850胶皮是通过刷涂二甲苯溶液,使胶皮表面部分溶解后,与保护胶进行粘结,结合力更差。漏点失去防护后,零件非铣切区域产生漏蚀,造成零件返修或报废,所以对于漏点的长期防护,它们都不适用。
2)Silasitic 732RTV硅橡胶密封剂包装为管状,涂敷方便,固化时间短,可以迅速修补保护胶上的漏点,成为军、民机最常用的漏点保护密封剂。但该密封剂在高温条件下,容易与零件表面产生粘结,保护胶去除后,仍有密封剂残留在接触表面,由于该密封剂含硅,损害了之后进行的阳极氧化质量和涂漆质量,漆层表面发花,漆层结合力不佳,造成零件无法正常交付,严重影响飞机生产进度的正常进行。
一、试验部分
进行三组试验,分别为化学铣切试验、硫酸阳极氧化试验、涂底漆试验和漆层结合力试验,分别验证AC-2K局部修补剂防护效果、对零件表层氧化层耐蚀性以及对是否对漆层有影响。
1、AC-2K修补剂化学铣切试验
1.1、化学铣切试验过程
在涂敷保护胶的各类试片上,用手术刀刻出宽度1mm,长度5~10mm的胶条并去除,AC-2K 修补剂的有效期为60秒,在60秒内涂敷修补剂在试片的裸露处。修补剂涂敷完成后,分别室温固化15分钟、30分钟、45分钟以及60分钟。然后将试片放入槽中进行化学铣切试验,浸泡时间约2小时。
1.2 保护胶去除以及漏蚀检查
去除试片表面的保护胶及AC-2K修补剂,检查刻型处是否有漏蚀现象(见图1),漏蚀检查结果见表1。



图1a FHJ-100保护胶 图1b FHJ-100保护胶 图1c AC-850保护胶
表1 漏蚀检查结果

2、AC-2K修补剂硫酸阳极氧化试验
验证经AC-2K保护胶局部保护的试验件膜层质量及性能是否符合工艺要求,如膜层外观、耐蚀性等,涂敷AC-2K的试样分别进行硫硼酸阳极化、硫酸阳极化,按ASTMB117-18进行盐雾试验,盐雾试验均合格,试片无腐蚀现象。
3、AC-2K修补剂涂底漆以及结合力试验
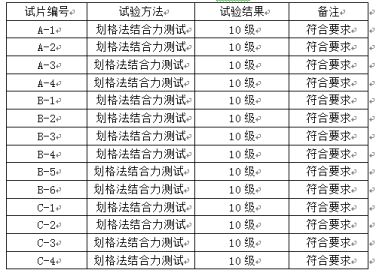
试片硫酸阳极氧化后,24小时内,按要求涂敷YMS2502I 型底漆并固化。试样经过阳极氧化、涂漆后,漆层外观连续、均匀,无“跑花”、颗粒等缺陷,符合相关质量要求。按照GB/T 9286进行划格法试验(见图2),涂层质量完好,未出现漆层脱落现象,结合力满足漆层结合力10级要求,试验数据见表2。


图2a 漆层结合力试验 图2b 放大镜检查表面
表2 漆层结合力实验结果
二、结果与讨论
AC公司的产品AC-2K Repair为双组份修补剂,A组份含有异氰酸酯,B组份为胺类,两者混合反应后,形成聚脲,该产品不含有机溶剂,挥发性有机化合物(VOC)和有害性空气污染物(HAPs)为零,最主要产品不含硅,不会影响漆层的结合力,避免涂漆后漆层产生发花现象,有力地保证了产品质量。AC-2K Repair操作方便,通过专用胶枪将双组份修补剂挤出混合,在漏点处涂敷,用刮板刮涂一层,固化45分钟以上时间后,膜层达到完全防护作用,这时零件可以进行化学铣切加工,漏点保护完好,没有任何漏蚀现象,固化后的修补剂也很容易从零件表面去除,没有在保护表面残留膜层,可以顺利进行之后的阳极氧化、涂漆等表面处理工序。
三、结语
AC-2K Repair既可用于保护膜层的漏点防护,通过滚涂,也可用于裸露铝合金、钛合金的表面防护。通过试验,验证AC-2K修补剂的固化性能和可剥性能均能满足现场使用要求,但固化时间相对其他类型修补剂而言相对较长,需要改进;通过试验验证AC-2K修补剂对试片后续表面处理无影响,不影响阳极化以及喷漆的相关性能,但AC-2K修补剂混合后的有效期为60秒,应在60秒内完成漏点的涂敷防护,需要掌握混合好的修补胶的最短适用期,在适用期内完成漏点的修补,避免因修补胶失效造成浪费。故在实际生产中需要合理选择,在不同生产状况中选择不同修补剂,以便满足不同生产状态。
参考文献
〔1〕李盈,张敬彤.化铣保护涂料的选择[J].硅谷,2010,(18):11.
〔2〕李清材,韩敏,于建龙,秦瑞,滕志春.新型化学铣切临时保护可剥性涂
料[J].现代涂料与涂装,2014,(9):12-15.
〔3〕孙新,张政斌,等.激光刻型技术在铝合金化学铣切中的应用[J].科技传播,
2016,(6):227-228.
〔4〕周一扬,黄明珠,李澄.铝合金的化学铣切加工[J].模具技术,2000:(90-91).

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



