1广西科技大学 545616
2广西中烟工业有限责任公司柳州卷烟厂 545005
3柳州市精创科技有限公司 545005
摘要:针对卷烟厂ZB25型烟盒包装机人工上料效率低的问题,根据实际生产工艺情况提出了一款智能上料装备,设计了相应的工艺流程图和控制系统,介绍了装备的总体结构,着重讲解了根据现场需求设计的二合一多槽式物料框及背靠式二合一夹爪的设计与应用;选择西门子S7-1200PLC为核心控制器,搭建了稳定的人机交互界面,实现对设备的实时监控。现场证明,该装备操作简单、安全可靠,有效的提高了卷包生产线的自动化水平,为后续智能上料设备的研发积累经验。
关键词:智能装备;智能上料控制系统;可编程逻辑器;人机协作
引言—中国烟草总公司是世界最大的烟草公司,每年的卷烟消费量为5000万箱,占全球总量的44%[1, 2]。近年来虽然我国包装行业发展迅速,高端专用包装设备智能化水平不断提高,但在卷烟包装材料上料领域发展仍然不足[3]。现场调研发现,目前每条卷包生产线配置3名操作工,共需9种物料,每间隔5五分钟各操作工需对所负责的区域进行产品质量抽检,工作强度高。烟盒包装纸与封签纸采用的间歇式人工上料模式,间歇时间大约为3分钟,人工上料次数频繁,同时上料口高度过高,物料与上料口之间间隙小,无形中增加了劳动强度。针对烟盒包装纸以及封签纸上料动作存在重复性高、不能间断等特点,人工无法匹配包装机的有效作业率,易产生不稳定因素,存在时间、数量、位置的不稳定等问题,设计一台智能上料装备,结合智能识别算法[4],解决烟草高速包装设备物料上料频繁的问题,具有重要意义。
针对ZB25型烟盒包装机设计的智能上料装备,其主要功能是存储一定数量的包装纸和封签纸,通过机械手将物料连续放入包装机入料口中,保证包装机的正常生产过程。 装备整体的结构示意图如图1所示,主要由操作台、料框、机库、输送机、整理器、机械臂等几部分组成。
为保证上料装备的物料存储量,研发一款二合一多槽式物料框,如图2所示,每个料框有包装纸存放位6个,一台智能上料装备中有8个料框,最多可以存放24000张包装纸;封签纸存放位8个,按照物料数量匹配原则,只需装配4个工位即可匹配包装纸数量。根据ZB25型烟盒包装机最大消耗速度400张/分,一台满负荷的上料装备可以连续工作1小时,满足现场对物料存储量的要求。
使用西门子S7-1200PLC作为系统的核心控制器,工业生产中PLC的应用非常广泛,具有可靠性强、功能完善、体积小等其他特点。图3所示为系统组态图。

图 1 装备总体结构图

图 2 二合一多槽式物料框

图 3 系统组态图
针对上料装备中存在两种不同种类的物料,并且存在交叉上料的情况,设计了一款背靠式二合一夹爪[5],能够精准、稳定的按照要求将所需的不同种类物料从料框中夹取,送入整理器处理,最后送至上料口。
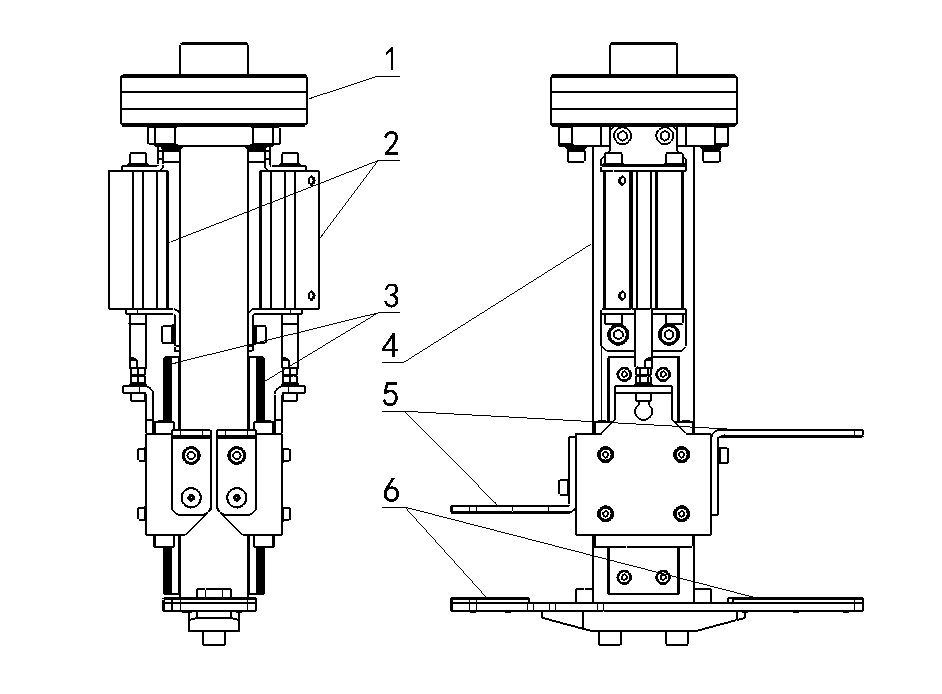
图 4 背靠式二合一夹爪
如图4所示,主要由夹爪本体4、气缸2、线性滑轨3、退让装置1、活动夹紧块5、固定夹紧块6组成。其中,夹爪本体与机器人链接处设置有碰撞退让机构,受到碰撞时能够产生退让动作,碰撞消除后恢复原位,从而避免设备碰撞造成的损坏;两个气缸安装在本体上部,气缸推动活动夹紧块进行夹紧;活动夹紧块由线性滑轨导向,安装在本体下部,夹紧包装纸的活动夹紧块分别由两个气缸推动,可单独动作;固定夹紧块安装在本体最下方,固定夹紧块与包装纸和封签接触的地方设置有弹性塑料垫块,能够在松开时减少与包装纸和封签的摩擦力,避免夹爪抽出时连同包装纸一起带出。
智能上料装备的运行工艺流程如图5所示,与之前的人工上料相比,工人无需在固定时间上料,只需在合适时间对装备填充物料即可。这大大减小了工人劳动强度,实现了以机换人的工作模式。

图 5 工艺流程图
为保证系统有更好的环境适应能力,装备采用西门子S7-1200PLC作为核心控制器[6],采用PROFINET网络通讯[7],控制系统主要由以下几部分组成:S7 1215C AC/DC/RLY型CPU主控模块、I/O扩展模块、V90伺服电机/伺服驱动器、KTP1000 PN型触摸屏、Sick光电传感器、Sick接近开关、中间继电器、24V开关电源,如图6所示为控制系统结构图。

图 6 控制系统结构图
触摸屏是操作人员与设备沟通的媒介,通过上位机触摸屏对整个装备系统实现监控和数据采集,人机交互界面如图7所示,主要的显示信息包括:机库中每个位有无料框,料框中是否包含物料,包装纸、封签纸的送料数,同时也设计了对伺服电机控制的界面,有利于操作人员调试、维护设备。在装备运行中,系统实时监测运动动作,并记录数据,通过可视化人机对话满足实际需求,保证整个系统的科学性和合理性。

图 7 人机交互界面
目前该设备已在某卷烟厂投放试运行一年时间,期间的不断进行调整,通过一年的运行情况分析,该装备系统可靠,结实耐用,提高了卷包生产线的自动化水平,降低工人劳动强度,能够提高产品竞争力。
[1] 肖超, 张坤. 基于新发展理念的烟草经济增长点探究 [J]. 消费导刊, 2021, 2(5): 11-3.
[2] 杨雄, 李桃, 康涵昌. 全球烟草多元化发展背景下的新型烟草产业发展分析 [J]. 质量与市场, 2021, 6(7): 4.
[3] 杨月锋, 党辉. ZB25烟包流水线自动添加装置的研制 [J]. 装备制造技术, 2012, 7(4): 2.
[4] 乔亚坤, 林川, 张贞光. 基于深度学习的轮廓检测模型的交互式解码网络 [J]. 广西科技大学学报, 2022, 3(1): 46-53.
[5] 冼业荣. 自动上料机械手的研究与设计 [J]. 机电工程技术, 2019, 48(8): 3.
[6] 于成龙. 基于PLC控制的高炉自动化上料系统的应用与分析 [J]. 自动化应用, 2020, 12(3): 2.
[7] 韩松涛. 工业自动化中以太网的应用与发展 [J]. 中国高新技术企业, 2016, 3(26): 2.
3

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



