山西大唐国际运城发电有限责任公司 山西运城 044603
摘要:
据我国近年来大型电站机组非停统计数据表明,锅炉因“四管”泄漏原因造成机组非停次数占非停总数的一半以上。其中后屏再热器夹屏弯变径焊缝根部裂纹在600MW亚临界汽包锅炉“四管”泄漏事故中占比较大,此类事故的频发直接影响到机组的安全长周期运行。针对后屏再夹屏弯变径焊口根部裂纹产生的机理以某厂同类事故为例进行分析研究,并提出解决方案。
关键词: 锅炉;四管;裂纹;机理;方案
1概述
某厂1、2号炉是由哈尔滨锅炉厂生产制造的HG-2080/17.5-YM9型亚临界锅炉,锅炉再热系统共分3级,即壁再、后屏再及末再。后屏再热器共设48排受热面,每排受热面由18根管圈组成,管排间采用活动管夹横向固定、底部采用第18号夹屏弯垂直固定的方式。管排的第1、2、3圈部分管子采用了TP347、T91的材料,其他材料为12Cr1MoVG,规格Φ63×4,第18夹屏弯下部及第17弯下部因弯曲半径较小,为避免弯管过程造成壁厚过度减薄,采用了Φ63×7的管子,导致第17、第18管圈同种材料存在内变径的结构。
2 表象统计
(1)2009年7月2日, 1号炉后屏再左数第47屏夹屏弯右侧S弯变径焊口根部熔合线裂纹泄漏(壁厚4mm侧)。

(2)2014年10月8日,2号炉后屏再左数第17屏夹屏弯右侧变径焊缝热影响区裂纹泄漏(4mm侧)。

(3)2014年10月16日,1号炉后屏再左数第9屏第17U型弯背火面变径焊缝上部热影响区裂纹泄漏(4mm侧)。
(4)2016年12月4日,2号炉后屏再左数第28屏夹屏弯左侧变径焊口根部裂纹泄漏(7mm变4mm侧)。
(5)2017年5月21日,2号炉后屏再左数第24屏夹屏弯左侧S弯变径焊口根部裂纹泄漏(4mm侧)。
(6)2017年5月30日,2号炉后屏再左数第23屏夹屏弯左侧变径焊口根部裂纹泄漏(4mm侧),检查中发现屏再左数第22屏夹屏弯变径焊口根部有裂纹(4mm侧)。
3泄漏管对接坡口结构及焊缝裂纹机理分析
(1)对泄漏管解剖后观察,焊接接头变径台阶角度为45°,下图所示。

![]()
![]()
45°
爆破管样焊接接头对口形貌
DL/T 869-2012《火力发电厂焊接技术规程》要求:焊件对口时,外壁(或表面)尺寸不相等而内壁(或根部)齐平时,应当依据如图2所示对口处理方法进行焊接。图2中变径台阶角度为15°,保证了变径处平缓过渡,减小了此处应力集中现象。由此可见,本次屏再爆破管样焊接接头对口尺寸不合格。45°变径台阶,即造成了此处应力集中,也使台阶根部易沉积腐蚀产物。
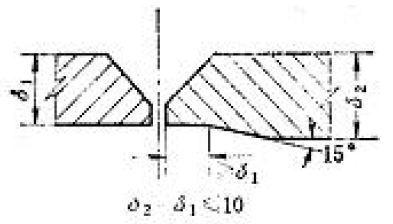
对口尺寸要求
(2)历次开裂断口有宏观检查共同性:裂纹起裂源位于管子外壁,断口处管子变形量较小,壁厚未见明显减薄,断口表面平整,呈现脆性断裂特征。
(2)对2017年两次开裂断口进行了扫描电镜分析,可见裂纹为沿晶断裂,断口表面覆盖大量腐蚀产物。

沿晶断裂
断口能谱分析结果显示表面覆盖物主要为含Fe、O元素的氧化物及含Al、Si、Na等元素的煤燃烧后附着物。
(3)对2017年两次开裂断口进行了金相组织分析,在起裂源处垂直于断口制取金相试样,在光学显微镜下沿管子内壁到外壁观察焊缝、焊缝热影响区金相组织。开裂断口为沿晶开裂。焊缝组织为贝氏体,部分晶界粗化,并可见明显析出物。焊缝热影响区组织为等轴状贝氏体,可见明显沿晶裂纹。
(4)对2017年两次开裂断口焊缝熔敷金属进行化学成分分析,分析结果见下表。
焊缝熔敷金属化学成分分析结果
元素 | Cr | Mo | V | C | Si | Mn | P | S |
分析结果 | 1.20 | 0.48 | 0.20 | 0.07 | 0.46 | 0.77 | 0.019 | 0.0018 |
DL/T 869-2012 | 1.10~1.40 | 0.45~0.65 | 0.20~0.30 | 0.05~0.12 | 0.45~0.70 | 0.75~ 1.05 | ≤0.025 | ≤0.025 |
(5)导致后屏再热器夹屏弯变径焊缝裂纹的原因分析为:变径管对接坡口设计不合理,未严格按照DL/T 869-2012《火力发电厂焊接技术规程》要求进行;焊缝中沿晶界析出物,焊缝韧性下降;焊缝晶界处韧性下降,易形成沿晶裂纹,并导致最终沿晶脆性开裂;焊接速度过快、焊材异常均会导致焊缝组织偏析或晶界出现异常析出物。
4 解决方案
(1)夹屏弯材质由12Cr1MoV升为T91,规格¢63×7不作变动。
(2)S弯材质由12Cr1MoV升为T91,同时管子规格由¢63×4变为¢63×7,S弯(T91)上直管段与原管屏由12Cr1MoV¢63×7短节对接(异种钢焊口为厂家焊口,同种钢焊口为变径焊口在现场焊接)。
(3)变径焊口提升高度3000mm。
(4)经改造后该厂连续3年未发生因后屏再热器夹屏弯泄漏导致的机组非停。
5 结论
从上述分析可以看出:管子变径处内坡口设计不合理及夹屏弯管材等级低是造成此处焊缝频繁开裂的主要原因,经研究与实践后此类问题已彻底解决。
改造前,管子变径处内坡口为45°台阶,未平缓过渡,易造成应力集中,缩短了管子的寿命。改造后,管子变径处内坡口为15°,平缓过渡。
12Cr1MoV最高使用温度为580℃,T91最高使用温度为650℃,改造后可有效提高后屏再热器的可靠性;
改造后提高了锅炉运行的安全性,确保不因后屏再热器夹屏弯泄漏导致机组非停事件的发生。
6 参考文献
(1) 《DL/T 869-2012火力发电厂焊接技术规程》;
(2) 《HG-2080-17.5-YM9锅炉说明书》
3

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2025 期刊网(www.qikanchina.com) 琼ICP备2021005105号