河钢邯钢邯宝热轧厂,河北 邯郸 056000
摘要:近年来,随着市场经济的发展,用户对产品质量的要求越来越高,钢铁行业也是如此。热轧带钢表面的红鳞即红锈一直是影响产品表面质量的常见问题之一。对这一问题及其解决方法的研究已引起轧钢工人的重视。2001年,某企业对这一问题进行了专题研究。目前已取得明显成效,但仍有一些不明确的问题需要进一步研究。
关键词:热轧带钢;红锈成因;问题;对策
引言
热轧卷表面通常为蓝灰色,光滑有光泽。然而,由于不同钢材的化学成分和轧制工艺不同,钢板表面有时会出现红锈(俗称红锈),不仅影响产品的外观,而且加剧了轧辊的磨损,导致钢板表面质量受到氧化皮的影响。在热轧过程中,FeO主要形成在钢板表面。在较高的温度下,FeO带在工件下具有较高的塑性,不会随着基体的变形而断裂。
表1 钢种的成分
元素 | C | Mn | S | P | Si |
含量,% | 0.09 | 1.9 | 0.005 | 0.010 | 0.46 |
但在低温轧制时,FeO会破碎,与空气接触的比表面积增大,然后继续氧化为Fe2O3。
1 试验结果
缺陷部位的宏观形貌如图1所示,可以清楚地看到钢基体表面附着一层氧化铁。

图1 缺陷部位宏观形貌
用扫描电镜和能谱仪对缺陷和正常零件进行了分析,结果如图2和图3所示。从图中可以看出,氧化皮中的硅含量明显高于正常部分,达到0.99%,而熔炼成分中的铁含量一般控制在0.25%左右。对标本进行切割和抛光。板表面和中心附近的显微组织为珠光体+铁素体,如图4和图5所示。
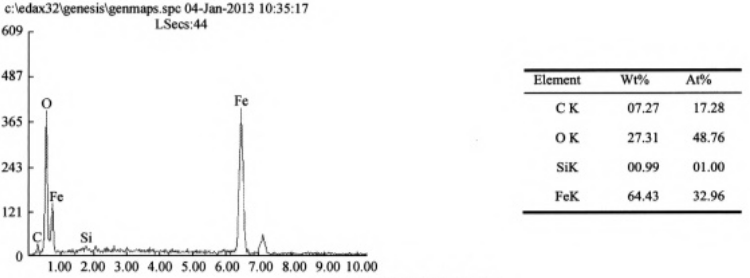
图2 缺陷部位能谱分析

图3 正常部位能谱分析

图4 板面部位组织 图5 心部组织
2 原因分析
2.1 机理分析
从图2和图3可以明显看出,缺陷部位的硅含量高于正常部位。当硅含量大于0.25%时,热轧钢板易结垢,难以去除。在高温加热过程中,硅和铁容易在氧化皮和钢基体之间形成层状的2FeO·SiO2,其凝固温度为1709℃。在热轧除鳞 过程中,界面温度使2FeO·SiO2由液相降低到固相。熔融状态形成后,会侵入鳞片和钢基体,形成楔形,导致氧化鳞片剥落性能差。为了剥除鳞片,除鳞水压力需要达到30-40MPa,而热轧带钢水的除鳞压力只有18MPa,导致不完全除鳞,容易脱鳞。在随后的轧制过程中,残余氧化皮会继续氧化,随着Fe2O3比例的进一步增加,表面会形成红锈。
2.2 现场调查
对钢种生产工艺的现场考察表明,钢水出钢采用硅铁预脱氧,精炼过程中采用硅铁粉脱氧造渣,使钢渣富硅,硅易被铝还原成钢水以及钢渣中的其他元素。研究发现,在连铸过程中,由于生产节奏的原因,结晶器液面过低,钢水中出现夹渣现象,导致铸坯表面硅含量进一步增加。
带钢热连轧加热炉为推式加热炉,采用焦炉煤气加热。焦炉煤气的水分含量相对较高。为了使钢坯在推式加热炉内均匀加热,加热温度比步进梁加热炉高509℃,钢坯表面氧化严重。
3 整改措施
1)改进脱氧工艺,采用铁硅预脱氧钢,精炼工艺采用电石脱氧造渣;控制连铸生产节奏,保证连铸温度、拉速稳定,防止结晶器液面波动夹渣。
2)调整轧制工艺,适当调整各轧制工艺的温度系统,将轧制温度控制在1150℃以下。
3)保证除鳞设备的正常运行,压力稳定。
4 生产中防止或减少红锈缺陷的措施
上述结果可应用于热轧带钢的生产,防止或减少红锈缺陷,提高钢和钢板中的硅含量。轧制后需要控制加热温度、除鳞条件(氧化皮厚度)、轧制温度和冷却条件。控制硅的成分是最容易实施的措施。而且避免后面的900℃轧制是非常重要的,即在精轧时抑制氧化片的粉化,也容易实施;对于高硅钢来说,调整板坯的加热条件以抑制二硫化铁的形成,加强除鳞手段,控制除鳞的温度条件以完全去除氧化皮是非常重要的。从防止氧化板氧化的角度来看,轧后冷却条件非常重要,但通常难以控制。
5 结语
表面红锈的主要原因65Mn带钢是Si与Fe高含量钢形成一种2FeOSiO2也很难剥离,和FeO说它在轧制过程中被进一步氧化Fe2O3,最后形成表面红锈。热轧带钢轧机采取纠正措施后,带钢表面红锈缺陷得到了有效控制。2018年1月至9月,共轧制了4500多吨65Mn棒材,带材表面平整无红锈。
参考文献:
[1]马海涛.SS400钢板红锈成因分析[D].辽宁师专学报,2005,(7):75-76.
[2]左军,常军.刘勇.热轧钢板红锈氧化铁皮形成机制及改进措施[J]钢铁,2010,(10):84-87.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



