巨轮(广州)智能装备有限公司
摘要:为实现工件的全自动打磨抛光,需通过Pro/E 建模设计工业机器人本体、上下料系统、打磨平台及机构,从而研发并控制自动打磨抛光工业机器人系统,通过以太网通讯关联 PLC 与控制柜。
关键词:打磨抛光机器人;数学建模;模糊变结构控制;Pro/E 建模
一、全自动打磨抛光工业机器人总体方案
目前,研发全自动打磨抛光工业机器人有利也存在弊端,优势是可以充分展现机器人优于人工的生产稳定性、联系性以及优化性能,通过设定最优抛光动作,在一定程度上可以提升抛光质量及效率;而弊端是工业环境制约研发过程发展。一方面,原有生产环境影响现有机械结构,因此所设计的机械结构需结合现有生产环境及尺寸;另一方面,设计机器人系统需满足金属抛光打磨所需的高灵活性以及高精准性设计要求[1]。
(一)全自动打磨抛光工业机器人整体结构布局
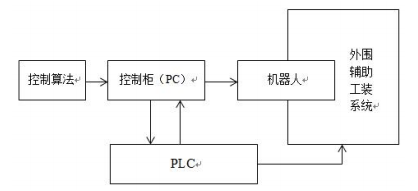
其结构如下图所示,机器人本体、上下料系统、更换打磨工装机构等进行组合构成完整系统。对于所设计结构布局要求如下:首先,设置合理尺寸配合机器人本体使用;其次,合理安排控制柜、辅助工装、传送带、上料机构、机器人以及工作台、线槽等位置,为实现全自动打磨抛光奠定有效基础。

全自动打磨抛光工业机器人系统整体结构布局
Pro/E 建模打磨抛光工艺流程为:首先,带有真空吸盘的机器人打磨系统模块通过真空抓取待打磨抛光工件,并放置于打磨台中,大打磨头自动安装打磨砂布负责抛光打磨工件表面,小打磨头负责抛光打磨工件侧面,打磨好的工件会通过真空吸盘放置于传送带,完成工件抛光打磨过程。

打磨抛光机器人系统 Pro/E 建模
二、全自动打磨抛光工业机器人及辅助系统设计
(一)机器人主体
研究全自动打磨抛光工业机器人,主要研究内容包含机器人控制算法、尺寸、机器人运动速度以及旋转半径等重要参数。本文选用的全自动打磨抛光工艺机器人系统为 FUNAC M-10iA 型机器人,需要注意的是机器人的选择需根据工种类型,择优而选。现代工业对抛光打磨机器人提出更加高质量和高精度要求。例如,合理的设备安装空间、机器人承载力和重力、提升空间利用的高效性以及高精度的打磨抛光轨迹等高标准运行要求[2]。

机器人Pro/E 建模
FUNAC M-10iA 类型机器人所具有的独特优势包括以下几点:第一,工作臂的旋转半径比同系列的产品长400毫米,同时可以达到2000毫米/秒的运动速度,在最短工作时间内高生产效率;第二,手腕部的搬运重量提升4千克左右。同时扩增了打磨抛光工作重量范围;第三,手腕轴采用中空结构手腕,配备有专门的电缆配线导管;第四,操作便捷,实用性强,配备专门的在线和离线编程软件。
(二)复合功能打磨手爪及打磨平台结构设计
本文主要设计有关复合功能打磨手爪,实现大小打磨头的转换和和运行任意抓取不同尺寸的工件,另一方面可以提升吸盘的真空抓取功能。

复合功能打磨系手爪 Pro/E 建模
通过PLC控制打磨系统模块以及辅助工装,以此来进行全自动抛光打磨工艺流程:选择合适的上下料工装,从而完美匹配机器人本体尺寸;纱布和样式会跟着材料的不同而进行变化;在打磨台当中放置工件,机器人会根据任务指示安装打磨砂纸,对工件表面和侧面进行打磨抛光处理,需要注意的是更换大小打磨头,也需要更换相同尺寸的砂纸以及设计去除纱布的工装机构[3]。
1.打磨平台与去除砂布工装机构的建立
合理的空间布局以及设备产生的工业废屑污染是设计打磨平台,所需要考虑到的关键因素,建立与机器人尺寸最佳匹配的去除砂纸工装机构,需要注意工业废屑的污染。针对污染可以将水箱安装在打磨平台的下方,从而将废气污染物进行有效收集。其次,存放布圆环位于机构顶端400毫米的地方,对其尺寸的设计需要参考打磨头的尺寸,结合规定的加工工件工艺要求,分别设计半径为150毫米、120毫米、85毫米的存放布圆环。
三、 全自动打磨抛光工业机器人打磨系统控制
(一)机器人控制
通过采用电气关节驱动方式促使电动伺服驱动系统完成打磨抛光所需运动轨迹。与此同时,对于驱动电机的选择,需要结合打磨头转速、工件的进给力计算出所需驱动电机的功率、扭矩惯量和调速范围等相关参数,从而做出最优选择,稳定机器人系统正常运行。在本文当中所选用的FUNAC M-10iA 机器人采用交流伺服电机驱动,因此驱动机具有较高的转矩转动惯量、无电刷以及换向火花的特性,因此被广泛应用于抛光打磨工业机器人中。
(二)辅助系统控制
编程逻辑控制器又被称为PLC控制器,主要组成部分包含电源、中央处理单元、储存器、技术定位功能模块等。打磨抛光工业机器所进行的各种打磨抛光动作,都需要由PLC控制支配进行。同时PLC控制器具有编程简单、操作便捷、抗干扰性能强等特性,将其应用在全自动打磨抛光工业机器人打磨系统模块、辅助工装系统模块,可以有效稳定全自动化生产过程
[4]。
在本文当中主要选择西门子S7-300PLC控制系统。从而监测全自动打磨抛光生产作业当中大量的模拟量。该种类型的PLC控制系统,应用性较强,同时也具有高性价比以及良好的抗振动冲击性。整个的控制打磨系统及辅助工装,采用 STEP7 V5.5 SP2编程控制软件,使用户进行硬件组态以及编写程序。其中编程设备的程序调试,首先需要将PLC中CPU模块连接,CPU模块中储存组态信息和运行程序,使PLC能够按照原有程序继续工作。

STEP7 程序编写基本步骤
在编译程序的帮助下,工业机器人进行全自动打磨抛光的过程为:首先,PLC控制系统会收到来自打磨抛光工业机器人所输出的数字信号,并发出调用指令于机器人主运动程序,PLC会根据所接收到的信号对打磨工具的转速进行控制,控制机器人运动程序进行真空抓取、工件打磨、更换纱布,最后传输工件至输送带的过程,至此完成工件的全自动打磨抛光流程[5]。
机器人打磨系统结构
(三)以太网通信
1.组态配置
连接组态的流程为:为将电脑的IP地址设置为192.168.0.131,第一步需要打开电脑当中的nternet Protocol Version4(TCP/IPv4),然后在 STEP7 中组态 315-2PN/DP CPU,双击 X2 卡槽,并点击属性。
设置IP地址只是第一步,接下来需要添加子网Ethernet,点击NEW按钮,如果子网存在直接点击OK按钮,并不需要重新设置。然后进入Netpro 视图,点击 Configure Network 按钮,并将新连接添加在视图CPU中 Insert New Connection上。通讯伙伴和通讯类型分别选择非指定(Unspecified)及 S7 connection。勾选单端组态(Establish an active connection)输入通信伙伴IP地址并点击详细按钮,添加CPU机架号和槽号,槽号如果为2,则CPU机架号为S7-300/400CPU,选中CPU先编译后下载,并通过激活连接状态按钮,观看连接状态,以此完成组态连接过程。
2.编写 PLC 程序,调用通讯块
PUT 和 GET作为调用通信功能块,具有交换数据的效用。PUT 指令可以在通信伙伴CPU DB11.DBB0开始的10 个字节中输入本文本地S7-300 CPU 将 DB10.DBB0 开始的 10个字节;GET指令将通信伙伴 CPU 的 DB20.DBB0 开始的 10 个字节读入到本地 S7-300 CPU 的 DB21.DBB0 开始的 10 个字节中。
四、结论
综上所述,设计全自动打磨抛光工业机器系统,需要在分析打磨控制系统的基础之上,实现PLC与控制柜之间的以太网通讯,通过驱动系统控制打磨装置,以此完成全自动打磨抛光工件全过程。
参考文献:
[1]黄常清.面向CPU 的金属—聚合物复合微结构散热器换热机理研究及结构优化[D].北京化工大学,2016.
[2]翟敬梅,康博,唐会华.工业机器人轨迹跟踪的自适应模糊变结构算法[J].华南理工大学学报(自 然科学版),2012,40(12):12-16+23.
[3]张程,张卓.自适应模糊鲁棒控制在机械臂系统中的应用研究[J].自动化应用,2017(05):126-128.
[4]雷韶.6R 工业机器人的运动轨迹规划及仿真研究[D].中北大学,2017.
[5]李晓.六自由度关节式机器人系统研制与轨迹规划方法研究[D].华东理工大学,2017.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



