矿冶科技集团有限公司
摘要:本文针对目前矿井支架硬度低、耐腐蚀性差的问题,通过在基体表面制备FeNiCrBC熔覆层的方法提高矿井支架性能。通过不同激光工艺制备熔覆层,使用EDS、XRD对熔覆层显微结构进行分析,对不同工艺参数下的熔覆层硬度、耐腐蚀性及耐磨性进行测试分析。结果表明,FeNiCrBC激光熔覆层中主要为α-Fe相,有效提高硬度及耐磨性,同时熔覆层中的Cr元素提高了其耐磨性。对不同工艺参数对比发现,激光功率2600w,扫描速度8 mm/s的熔覆层性能最优。
关键词:激光熔覆,工艺参数,显微形貌,性能
0前言
激光熔覆是利用高能量密度的激光束,对材料表面性能进行改进的一种方法,其具有基体热变形小、熔覆层与基体为冶金结合等特点[1]。煤矿液压支架是现代化采煤的重要装备,占煤矿综采设备价值的一半以上。由于矿井下的复杂环境,要求矿井支架具有高耐腐蚀性、高硬度、高耐磨性的特点[2-3]。FeNiCrBC不锈钢合金因具有高耐腐蚀性及高强度的特点,是理想的矿井液压支架熔覆层材料。
目前,国内外利用激光熔覆制备不锈钢熔覆层的主要集中在奥氏体不锈钢或马氏体不锈钢领域,而对于FeCrNi不锈钢的研究相对较少。靳鸣[4]等人通过激光以16Mn钢为基体制备了2205奥氏体不锈钢与TiC的复合涂层,发现TiC的质量分数为15%时熔覆层的显微硬度最高可达612 HV。Florian[5]等人利用激光熔覆处理UNS S31803不锈钢之后的显微组织和力学性能,发现热处理后抗拉强度和断后伸长率、有显著下降。
本研究针对矿井支架用FeNiCrBC不锈钢粉末开展熔覆层组织性能的研究,以期对FeNiCrBC不锈钢粉末在煤矿液压支架上的应用提供指导。
1 材料及方法
1.1 实验材料
实验用基材为矿井液压支架常用的27SiMn合金,基体成分如表1.1所示。熔覆用合金粉末为FeNiCrBC合金粉末,合金粉末成分如表1.2所示。
表1.1 27SiMn合金成分(wt%)
C | Si | Mn | V | Ni | Cu | S | P | Fe |
0.24-0.32 | 1.10-1.40 | 1.10-1.40 | 0.07-0.12 | ≤0.30 | ≤0.30 | ≤0.04 | ≤0.04 | 余量 |
表1.2 激光熔覆粉末成分
种类 | C | Si | B | Nb | Cr | Ni | Fe |
FeNiCrBC | <0.15 | 1 | 1 | 1 | 16 | 4 | 余量 |
1.2实验方法
试验使用光纤输出半导体激光器进行熔覆。使用EDS及XRD对熔覆层的相组成进行分析测定,使用电化学工作站对熔覆层耐腐蚀性进行测试分析,使用硬度仪及摩擦磨损试验机对硬度及耐磨性进行检测。
2 实验结果和讨论
2.1 工艺参数对单熔道成形的影响
选用激光功率1600W-3800W进行熔覆,不同功率下的单熔道熔覆层表面形貌如图2.1所示。图中可见,不同功率下熔覆层宏观形貌均良好,无气孔、裂纹等缺陷。随着激光功率的增大,熔覆层的热影响区(边界黑色区域)逐渐增大。

图2.1 不同激光功率下单熔道表面宏观形貌照片
2.2 熔覆层微观组织分析
原始粉末及不同激光功率下的XRD对比分析如图2.2所示。从图中可见,原始粉末物相主要以α-Fe相为主并伴随少量γ-Fe相。不同工艺参数下的熔覆层相结构相似,均为α-Fe相及M23(B,C)6相,熔覆层与原始粉末相结构差异较大。这是由于熔覆层凝固过程中过程为快速冷却凝固,熔覆层在凝固过程中发生马氏体转变,导致熔覆层与合金粉末的相结构发生变化。同时,亚稳状态的过饱和B、C原子由于溶解度有限,在热作用下发生扩散,向稳态转变,析出更为稳定M23(B,C)6相。
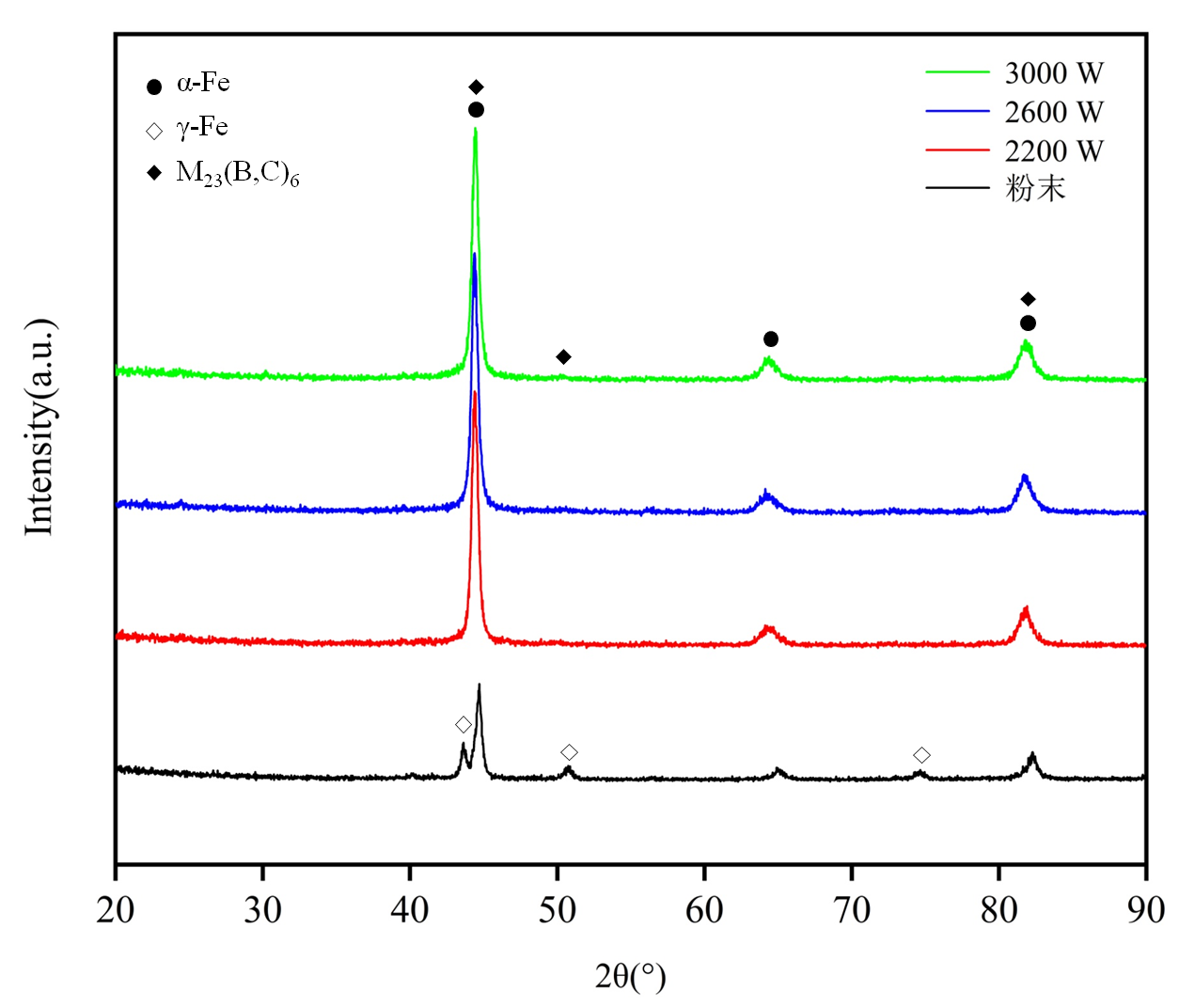

(a)激光功率(b)扫描速度
图2.2 原始粉末及不同工艺参数下熔覆层
XRD图谱
图2.3为通过EDS能谱分析的熔覆层显微形貌,结果如表2.1所示,由表可知可知晶粒间发生了Cr元素和Mo元素的,这与凝固理论机制相吻合。

图2.3 熔覆层表面显微组织照片
表2.1 熔覆层表面EDS成分分析(wt.%)
| Fe | Cr | Mo | Ni | Mn | C | B | Si |
P1 | 81.8 | 12.1 | 0.4 | 0.6 | 0.4 | 2.1 | 1.7 | 0.9 |
P2 | 63.2 | 27.4 | 1.9 | 0.4 | 0.4 | 4.3 | 2.1 | 0.3 |
2.3 工艺参数对熔覆层性能的影响
2.3.1 工艺参数对熔覆层硬度的影响
在扫描速度8 mm/s下,对不同功率下的熔覆层沿垂直于熔覆层横截面经测试显微硬度,其结果如图2.4所示。

图2.4 不同激光功率下熔覆层垂直于单熔道的熔覆层截面显微硬度曲线图
由图可知,沿熔覆层由外向内,显微硬度分布呈现三个阶段,这三个阶段为熔覆层、熔合区和27SiMn基体,其中熔覆硬度最高,其次为熔合区,基体硬度最低。这是因为熔覆层中存在较硬的马氏体组织,显著提高熔覆层硬度。图中可见,熔覆层在激光功率2600w的显微硬度最高,这是因为低于2600w时,激光功率过低,熔覆层融化不充分,导致内部出现了较多的夹杂物,降低了硬度;激光功率过高时,熔覆层温度梯度大,导致微裂纹的出现,同时大的热输入量导致晶格粗大,也降低了熔覆层硬度。
2.3.2工艺参数对熔覆层摩擦系数的影响
图2.5为不同工艺参数下熔覆层与基体的摩擦系数图。从图中可以看到,熔覆层在经历初始跑合阶段之后进入稳定磨损态,摩擦系数也逐步趋于稳定,其波动范围在0.40~0.55之间;而基体的摩擦系数进入稳定磨损态所需时间较长,其波动范围在0.60~0.70之间,与熔覆层的摩擦系数相比相对较高。不同工艺熔覆层的磨损行为略有差异,在激光功率2600 W、扫描速度8 mm/s的条件下,熔覆层的摩擦系数跑合阶段最短,摩擦系数波动范围最小,耐磨性最好;而在非较优工艺参数,熔覆层经历了较长的跑合阶段,而且进入稳定磨损后摩擦系数的波动范围略大,耐磨性较差,这是因为在较优工艺参数下熔覆层的显微硬度最高。


(a)激光功率(b)扫描速度
图2.5 基体与不同工艺参数下熔覆层的摩擦系数曲线图
2.3.3工艺参数对熔覆层耐腐蚀性的影响
图2.6是基体与熔覆层不同工艺参数下熔覆层的动电位极化曲线图。图中可见,基体为单一活性溶解曲线,而熔覆层则具有明显的钝化行为。对所得到的极化曲线特征转变点进行标定,得到了不同工艺参数的熔覆层和基体的自腐蚀电位(Ecorr)和自腐蚀电流密度(Icorr)特征腐蚀参数,如表2.2所示。


(a)激光功率(b)扫描速度
图2.6 基体与不同工艺参数下熔覆层动电位极化曲线图
表2.2 基体与不同工艺参数下熔覆层极化曲线测试结果
样品 | 基体 | 2200W | 2600W | 3000W | 6mm/s | 8mm/s | 10mm/s |
Ecorr(mV) | -689.78 | -460.38 | -426.41 | -489.22 | -429.42 | -426.41 | -430.34 |
Icorr(μA/cm2) | 8.07 | 0.52 | 0.45 | 0.58 | 0.47 | 0.45 | 0.46 |
熔覆层在3.5 wt.%的NaCl溶液中,随着电位升高直接由塔菲尔区进入到钝化区域,说明在该腐蚀条件下熔覆层的表面可以自发地形成保护性的钝化膜。表中可见,通过塔菲尔线性外推法计算得出,熔覆层的自腐蚀电位远高于基体,自腐蚀电流密度远低于基体,这是因为在熔覆层中富集了较多的Cr、Mo元素,而Cr是形成钝化膜的主要元素,Mo元素能够提高表面钝化膜的稳定性,因此熔覆层具有显著的耐蚀性。从表中还可知,在激光功率2600 W、扫描速度8 mm/s%的条件下,熔覆层的自腐蚀电位为-426.41 mV,自腐蚀电流密度为0.45 μA/cm2,该工艺条件下熔覆层的自腐蚀电位最高,自腐蚀电流密度最小,耐腐蚀性最好。
3 结论
(1)不同工艺参数下,熔覆层宏观形貌均较好,熔覆层硬度、耐磨性、耐腐蚀性均较基体有较大提高。
(2)在本研究实验条件下,熔覆层的较优工艺参数为激光功率2600 W,扫描速度8 mm/s,在此条件下激光熔覆所制备的熔覆层性能最佳,其中显微硬度为701.68 HV0.2、摩擦系数为0.51、磨损失重为0.7 mg、自腐蚀电位为-426.41 mV、自腐蚀电流密度为0.45 μA/cm2。
参考文献:
唐霞辉. 激光加工技术的应用现状及发展趋势[J]. 金属加工(热加工), 2015, 03(04): 16-19.
程瑞珍,袁训华. 煤矿工程设备防护[M]. 北京:化学工业出版社, 2014.
汪应宏,郭达志,张海荣,等. 我国煤炭资源势的空间分布及其应用[J]. 自然资源学报, 2006, 04(02): 225-230.
靳鸣,贺定勇,王曾洁,等. 激光熔覆2205双相不锈钢/TiC复合涂层的显微组织与性能[J]. 激光与光电子学进展, 2018, 55(11): 291-296.
Florian H, Peter K, Kristina D, et al. Duplex stainless steel fabricated by selective laser melting - Microstructural and mechanical properties[J]. Materials & Design. 2017, 133(4): 136-142.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



