中建二局安装工程有限公司廊坊钢结构分公司,河北省廊坊市 ,065000
【摘要】近年来,随着钢结构在超高层建筑中的广泛应用,越来越复杂的结构形式的出现使钢结构制作和现场安装面临极大考验,预拼装是控制质量、保证构件在现场顺利安装的有效措施。本文从多个方面详细介绍了对于钢结构伸臂桁架的预拼装。保障其尺寸精度、产品质量。
【关键字】钢结构;伸臂桁架;预拼装;尺寸精度;
1工程概况
1.1工程简介

银川绿地中心北塔超高层项目位于银川市阅海湾中央商务区中心区,建筑面积122012㎡,建筑总高度301.0m,地下4层,地上66层,采用框架-核心筒混合结构体系,外框架由H型钢梁和型钢混凝土柱构成,结合避难层设置两道伸臂桁架。
图1 银川绿地中心
1.2伸臂桁架
伸臂桁架设置在27-28以及51-52层,两道伸臂桁架层总用钢量约三千吨。根据伸臂桁架结构特点,制作加工伸臂桁架按照分部分为三类预拼装桁架单元,包括核心筒预拼装单元、环桁架预拼装单元和伸臂桁架预拼装单元,共计16个。


图2 27-28及51-52层伸臂桁架 图3 桁架层三维图
1.3预拼单元样式图



图4:核心筒预拼装单元 图5:伸臂桁架预拼装单元 图6:环桁架预拼装单元
2伸臂桁架预拼装
2.1场地平整和胎架设置
影响伸臂桁架预拼装成功的因素有很多,在保证单个构件符合规范要求的前提下,场地的平整度和胎架的设置就成了首要因素。预拼装场地应平整、坚实;预拼装所用的临时支撑架应经过结构安全验算,经测量准确定位,并符合工艺文件要求,且经QC检测符合规范(钢结构工程施工质量验收规范GB50205-2001)要求。
在拼装场地铺设厚度不小于50mm的钢板并对钢板上表面进行调平,钢板下部采用细沙对不平整部位进行铺垫。
在钢板上放出胎架支墩摆放位置,采用墨线进行标记。
为确保伸臂桁架拼装时的外形尺寸,需根据伸臂桁架拼装图纸在钢板上设置胎架,胎架主要以H型钢钢梁、H型钢支墩和限位靠山为主。
支墩与底部钢板采用限位板焊接固定。如图7所示:


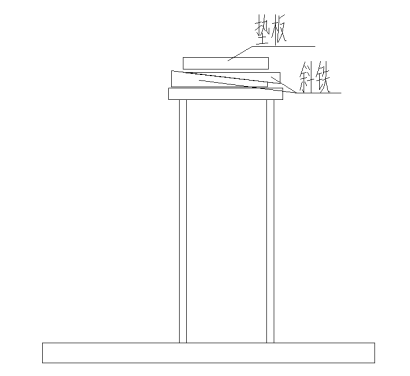
图7 胎架支墩 图 8 标高调整装置
采用精密水准仪分别对支墩顶标高进行测量,针对标高超差的支墩可通过垫板和斜铁组合方式进行找平。找平后对垫板和斜铁点焊固定。
图表一:地样尺寸控制表
项目 | 控制值(mm) | 备注 |
长度A | 1.5 | 控制要点 |
宽度B | 1 | |
对角线L1/L2 | 3 | |
基准点(中心点) | 0.5 |

图9预拼装地样放样图
备注:胎架为特制制作,根据计算水平标高进行,胎架尺寸验收标准依据钢结构工程施工质量验收规范
2.2构件摆放
构件摆放是钢结构伸臂桁架预拼装环节一项重要步骤,应按照先柱后梁,先主后次的原则,在钢梁上翼缘提前焊接限位板以便于钢梁的固定,钢梁每端设置限位板。按照顺序构件依次摆放,构件定位应符合设计图纸要求,并经QC检测符合规范要求具体拼装过程如下图所示:
(2)伸臂桁架预拼单元构件摆放顺序如图11

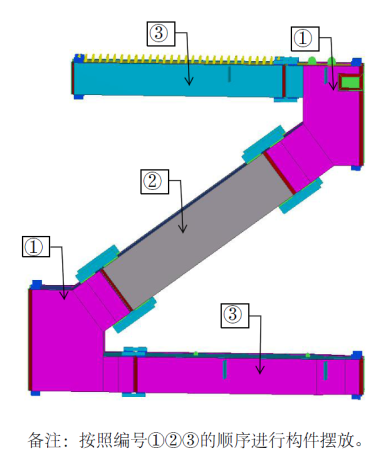
图10 1)按照编号①②③④⑤的顺序进行构件摆放 图11按照编号①②③④⑤的顺序进行构件摆放
2)剩余构件(小型梁柱)摆放无顺序要求
构件通过焊接临时限位板和定位焊两种措施实现构件的临时固定。
(1)临时限位板
临时限位板的规格应根据构件重量及拼装工况进行选择,构件每侧搭接长度不得小于150mm。
(2)定位焊
根据本工程伸臂桁架所用材料材质为Q420 GJC,Q345GJC,定位焊选用的焊材应与正式工程保持一致,见图表二:
图表二
母材材质 | 气保焊焊材的选择 | 备注 |
Q345GJC与Q420GJC | ER50-6 | 复验合格并与正式工程使用同 一批次 |
Q420GJC与Q420GJC | ER55-G |
定位焊接时,焊缝厚度不得小于3mm,焊缝长度不得小于40mm,间距300mm~600mm。
2.4预拼构件定位调节
预拼装构件定位调节即是按照图纸设计尺寸进行,使预拼构件轴线、中心线以及端点保持一致
2.5抄平,测量调整
采用全站仪、精密水准仪和钢卷尺分别对预拼构件标高、构件间距、斜拉对角线等尺寸进行检验,针对尺寸超差的构件及时进行调整,并做好记录。


 图12限位板示意图 图13对调节完毕的预拼构件进行整体抄平 图14 整体预拼装效果图
图12限位板示意图 图13对调节完毕的预拼构件进行整体抄平 图14 整体预拼装效果图
图表三:整体操平数据表(mm)
构件号 | 测量数据偏差 | 测量数据偏差 | 测量数据偏差 | 测量数据偏差 | 测量数据偏差 | 测量数据偏差 | 测量数据偏差 | 测量数据偏差 |
HJHX1-7 | 228+1 | 228-1 | 228±0 | 228-2 | 228+2 | 228±0 | / | / |
HJHX1-6 | 228-2 | 228+3 | 228-1 | 228+1 | 228+2 | 228-3 | / | / |
HJHX2-8 | 228+2 | 228+2 | 228+2 | 228-2 | / | / | / | / |
HJHX2-6 | 228-3 | 228-2 | 228+3 | 228+2 | / | / | / | / |
HJHX2-4 | 228+1 | 228-1 | 228+1 | 228-1 | / | / | / | / |
HJHX2-3 | 228+2 | 228+1 | 228+2 | 228-2 | 228-2 | 228+2 | 228-1 | 228-2 |
HJHX2-7 | 228-2 | 228+2 | 228-2 | 228-2 | / | / | / | / |
联合验收完成后,对构件进行拆除,拆除顺序按照先拼后拆的原则,优先拆除后进行拼装的构件,对于点焊位置和焊接临时限位构件的部位采用角磨机对焊缝进行打磨或移除,为避免出现对母材的损伤,禁止采用直接对构件切割和对临时构件敲击的方式拆除构件。
结束语:
预拼装是控制质量、保证构件在现场顺利安装的有效措施。本文针对大型伸臂桁架的预拼装做出重点分析,以后可进一步推广到其他结构复杂、大型场馆、超高层桁架的应用中。
参考文献
[1] GB50205-2001钢结构工程施工质量验收规范[S].
[2] GB50661-2011钢结构焊接规范[S].
[3] GB50755-2012 钢结构工程施工规范[S].

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



