上海裕健建设发展有限公司 上海市 201100
摘要:空气的湿度与人们生活和生产息息相关,对于工厂来说车间除湿也是一个由来已久的问题,本文概述了某精料工厂由于空气潮湿产生的一些生产问题,并提出相应的解决方案,用实例分析了食品工厂除湿的处理工艺。
关键词:精料;结块;空气含湿量;除湿;湿度
中国幅员辽阔,地理历史等多方面因素造就我国八大主要菜系,口味变成了一道独特的风景线,南甜北咸、东辣西酸,在一定程度上反映了我国饮食文化上的地区差异。
对于全国性大型快消品生产企业来说,不能一个工厂生产一个味道,而需要全国统一集中生产,在口味上达到一致,再通过配送方式运往分布在全国各地的工厂。
某企业是一家全国性大型快消品生产企业,他们一直视食品安全为己任,以构建质量安全管理的良性循环为目标。食品安全与产品质量是关乎生命健康的头等大事,是企业的立命之本,作为快消品行业的龙头企业肩负着食品安全与质量保障的重要责任,不断构建和完善管理体系,建立风险预防管理机制,实施食品安全的全方位控制,确保产品质量与食品安全。该企业为其设置在全国各地的工厂配置各种口味调味料的就是某精料车间,该车间是亚洲第一个超大型精料工厂,一条生产线的倒料口就高达55个,远远多于以往一般精料车间的原料倒料口8-16个,这样数量的倒料口在欧盟国家也实属罕见。
该工厂的第一条精料生产线因为车间内空气环境潮湿,导致出现一些问题,因作为调味的原料大多为粉状干燥固体、易受潮,部分投料罐内的原料在投放后迅速受潮变成糊状,粘结到罐体和下料管道内壁,导致投料没法持续,不但浪费大量原料,还需要人工进入投料管内擦洗清洁防止堵塞。该问题严重影响了工厂的正常生产,但是一直没有找到有效的解决方案。
精料在管道壁内结块的现象和原理(见图一):

图一 精料在管道壁内结块的原理
由于国内快消品消费市场不断发展,该企业为满足市场日益增长的需求,因此需要投入快消品新生产线的建造以及提升现有产能,一条精料生产线已经远远不能满足该企业全国各地工厂的配料需求,因此该企业决定投资第二条精料生产线。但新采购的生产线与第一条生产线一样来自于德国AZO公司,同样会存在原料受潮结块的问题。为有效解决潮湿问题,参考设备技术资料,需要针对本生产线的实际状况设计一套适宜的自动除湿系统,保证生产中原料不吸水、少吸水,又不影响生产工艺。
原料在生产中如何进行湿度控制是影响生产线配套工艺的最重要因素。在湿度控制中首先需要考虑的因素如下:
1原料的结块含湿量:
各个原料对温湿度要求不一,在环境配置的时候需要明确每种原料会结块的具体空气含湿量。原料的温湿度处理是防止质量变化的重要措施,每种原料有着不同的特性,针对原料的不同特性创造适宜条件,以保证原料在储运生产中质量和品质的安全,减少损耗,节约开支。
本车间大多数原料开始结块的环境情况为温度≤ 25℃、湿度≤50%、空气含湿量≤9.87g/kg,根据AZO设备资料表明,其中55个投料罐中的11种原料极易吸潮,这11种原料资料要求在温度≤25℃,湿度≤30%、空气含湿量≤5g/kg以下的环境下进行投料,此部分原料需要单独处理(见图二)。

图二 几种原料对于温度、湿度、空气含湿量的要求
2地区差异
我国幅员辽阔,跨纬度较广,距海远近差距较大,加之地势高低不同,地形类型及山脉走向多样,因此气温降水的组合多种多样,形成了多种多样的气候。同一个温度带内,可含有不同的干湿区;同一个干湿地区中又含有不同的温度带。因此在相同的气候类型中,也会有热量与干湿程度的差异,地形的复杂多样,也使气候更具复杂多样性。
生产的制造商AZO公司是一家德国企业,德国的气象参数也与我国相差甚远。
3常用的除湿方式[1-3]
3.1冷冻除湿[4]
冷冻除湿是降低空气温度,将空气中的水分凝结析出,以达到除湿的目的。通常用于湿度要求比较不高的情况,例如:空气处理后露点温度为12℃、空气含湿量在10g/kg以上的环境使用。冷冻除湿也常用于露点温度较高,大风量场所的空气循环使用。该除湿方式采用电力能源、设置容易,因此生产型企业使用较多。
3.2吸收除湿
吸收除湿是一种利用可吸收水份的氢化锂、氢化钙等吸收剂,向空气直接喷出含吸收剂的水溶液,通过吸收剂水溶液来吸收空气中的水分,以达到除湿目的。在具体的使用过程中,吸收剂的微粒在空气中飞散,产生诸多问题,例如:盐化的水溶液对于金属的腐蚀,盐化后的晶体附着在配管壁上等,近年来此系统已经慢慢减少使用。
3.3吸附除湿
吸附除湿是利用具有吸水性的硅胶、活性氢化铝、合成沸石、活性炭等吸附剂的除湿。使这些吸附剂直接与空气接触,进而使吸附剂吸收空气中的水份,而达到除湿的目的。吸附除湿一般在处理后露点温度为- 20℃~- 40℃以下的环境使用。与冷冻除湿配合,在处理后-70℃的极低露点温度下也可以进行除湿。吸附除湿,几乎没有吸附剂飞散的问题产生。
吸附除湿构造简单、可震动部分较少、易于传统的保守管理。但是空气的压力损失较大、风扇电机容量也会变大,在除湿和再生的转换中,会发生除湿性能的变动。因为在处理大风量的时候,需要用大规模的除湿,所以此种方法多用于100m3/sec以下风量较小的空气除湿。
3.4转轮式除湿机[5]
转轮式除湿机,是由一种浸有吸湿剂的多孔薄片卷成滚筒状,且滚筒在连续旋转的过程中可以反复吸湿、再生除湿,一般用于处理后露点温度为-20℃以上的环境使用,将设备进行增容增量改造后,-40℃~ -70℃的的极低露点温度下也可以进行除湿。
转轮式除湿机,主体结构简单,占地面积小,易于维护管理,与冷冻除湿相比,可用于超低湿的空气除湿,而被广泛使用。
3.5压缩式除湿
空气在压缩过程中,可以减少空气中的水份,由于空气中的水份与空气的压力相关。压缩空气压力就会变大,在保持压力的状态下,空气的温度就会降低,空气中的水份就会凝结,直到减压到需使用的压力,就得到了除湿后的空气。
压缩式除湿多用于压缩空气的环境。与其他方式相比,因为需要的原动力过大,因此不做一般用途。
4常用的除湿装置

图四.1 冷冻除湿机的性能图

图四.2转轮除湿机再热段的比较
从 图四.1中发现一般冷冻除湿机分根据适用的湿度范围分别B型机(5-32℃)和A型机(18-32℃)两种,在 图四.1 冷冻除湿机的性能图中,A型机的工作范围为蓝色区域所示范围,B型机的工作范围为蓝色及灰色所示范围。A机型处理空气中的含湿量最低可以做到7g/kg,而B型机可以做到含湿量3g/kg。现场市场上一般厂家生产的都是A机型,很少买到B型能够买得到,这是需要我国除湿机制造商需要挑战的课题。
经过比较,冷冻除湿机在空气含湿量处理在7g/kg以上的场合适用较广,造价便宜、运行省,而处理在空气含湿量7g/kg以下的场合,就则建议采用转轮除湿机。
但是,转轮除湿机也分为利用电进行加热再生和蒸汽加热再生两种,虽然蒸汽加热再生型转轮除湿机运行费用更低,但如果车间内没有蒸汽,就只能选用电加热再生型转轮除湿机。
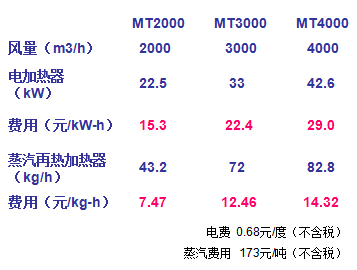
转轮除湿机是利用固体吸附剂对空气进行除湿,转轮两侧由特制的密封装置分为两个区域:除湿区域及再生区域;潮湿空气通过转轮除湿区域,空气中的水蒸汽被固体吸附剂吸收,形成干燥送风,在再生区域,固体吸附剂失去水分,实现再生,随着转轮的不断转动,上述过程不断进行,保证除湿机持续稳定的除湿。其中,再生加热器是整个转轮除湿机耗电量的最大的部分(以蒙特(Munters)转轮除湿机三种机型做比较,AZO干燥风系统要求,温度≤26℃、空气含湿量≤5k/kg为例)。
从图四.2看出转轮除湿蒸汽再生加热器比电加热器的耗能小,如果是新建项目,在车间内有蒸汽源,采用蒸汽加热再生型转轮除湿机,运行费用会更加低廉。
5生产中对于工艺与环境的要求
如果只是少量的原料对湿度有更高的要求,而让空间的整体空调湿度降下降,会使空调和除湿设备的初投资加大,同时也会增加运行成本。因此最佳的方案是:在一个合理范围内进行大环境除湿,同时对有更高要求湿度的区域进行精确除湿。但这就需要与工厂检讨环境要求和工艺要求,做相应权衡。

图五 每个车间和工艺的温度、湿度、空气含湿量要求
综上所述一般的冷冻除湿机在将空气的含湿量降到10g/kg左右有比较优秀的能效比,如果空气含湿量<10g/kg就建议采用转轮除湿机。
以麦芽糊精储料罐上料干燥风系统为例,采用转轮除湿机除湿,除湿后的空气会加热升高,为了达到出风温度低于25℃的效果,则需另增加一套冷却盘管进行二次降温。经过计算和设计,建议采用工艺为:定型的转轮除湿机+非标的后冷盘管,以达到该原料的生产效果。
同时,考虑工厂投资成本的问题,在该项工艺设计上没有做一用一备的使用方案,而是采用了蒙特转轮除湿机和依必安派特风机的设计选型,采用高性能的设备提升质量、而不增加设备数量,在自动控制系统的细节上也做了许多精细的设计。
而如何解决“精料在管道壁内结块的现象”,需要做出一个在生产中对原料湿度进行控制的配套工艺:

图六.1 投料罐无工艺通风的生产线

图六.2 投料罐增加工艺通风的生产线
如图六.1和图六.2所示,某投料罐在无除湿设备时,由于环境的空气含湿量为9.87g/kg,而生产原料的湿度要求是≤5.5g/kg。图六.1在原料投料时,投料罐打开后室内空气进入,投料罐关闭后,室内空气随着原料进入投料管道和除尘管道后导致原料结块。图六.2增加除湿设备后,原料投料时,联动开启干燥风,防止室内空气乱入,保持投料口的干燥,在投料完成,干燥风通入投料管道和除尘管道,保持管道的干燥。

图七.1 出料口无工艺通风的生产线
图七.1在原料出货时,投料口外部环境的空气含湿量为9.87g/kg(生产原料的含湿量要求是≤5.5g/kg),原料吸收空气中的水蒸气产生结块,导致在原料输送管道内壁上凝结。图七.2在投料口处增加送风罩,防止潮湿空气从投料口中进入,防止结块产生。

图七.4 出料口增加工艺通风的生产线
经过采用原料在生产中做出湿度控制的配套工艺,第二条生产线竣工投产使用后,至今状况良好,受到企业好评,不但解决了工厂生产中原料结块的问题,还节约了大量资金投入。在大空间及局部除湿系统的选择中,因大空间大量除湿非常困难,因此要尽量避免,建议采用局部区域内高精度除湿。
6发展趋势和展望[6]
众所周知,空气湿度是一个与人们生活和生产有密切关系的重要环境参数,湿度对人体舒适度、产品生产过程、产品质量和产品保存期都有着重要意义。空气除湿是普遍存在的需求,随着生产的发展和生活水平的提高,空气的除湿逐渐已经发展成一门专业技术,其中食品工厂的除湿,则是这专项技术的重要分支。采用合理的除湿方式,对食品工厂除湿系统的初期投资和长期运行尤为重要,对生产工艺的细部研究,高效节能的营造,满足生产工艺环境都起到主要的作用。
随着经济的发展,除湿机也逐渐被人们了解,不管是家用还是工业使用,市场发展前景非常良好。但是仍然存在很多问题。以前家用除湿机和工业除湿机都是由同一企业生产的,后来随着家用除湿机市场的发展,生产就逐渐分离了。有些企业专注于家用除湿机,有些企业则专注于工业除湿机,2012年以前,国内经济势头良好,除湿机制造因工艺、技术简单,生产企业遍地开花。但是这种情况随着我国经济进入常态化、进入转型期受到抑制。大量的中小型除湿机生产企业不断倒闭,但在工业除湿机市场缩小的同时,因为空气环境变差,很多人对居住条件提出了更高的要求,家用除湿机的市场却慢慢开始发展。
但不论是家用除湿机还是工业除湿机,目前都存在大量的问题,如:技术力量薄弱,创新能力不足,售后服务不到位,没有产业规模,缺少研发资金等。
因为除湿机的加工工艺简单,设备精度要求不高,因此研发人员匮乏,很多企业产品说研发不如说是对欧美日本除湿机的简单仿造,所以产品质量得不到保障,售后问题日益突出,特别是家用除湿机。所以除湿机企业要想发展,需要切实解决售后服务的问题。加大投入自主创新,吸收国外的先进技术,抓好产品质量,除此以外,除湿机市场还要调整产业结构,使之形成规模化生产,才能让除湿机市场良性发展。
参考文献:
[6] TOJJE東井-杭州舒逸电器有限公司.工业除湿机的发展趋势[N].2016
作者简介:赵珖(1982-06),男,汉族,籍贯:贵州省镇宁,当前职务:工程部总监,当前职称:工程师,学历:大学本科
第 4 页 共 4 页

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



