上海美特幕墙有限公司 上海市 200000
摘要:幕墙即产品,好的幕墙本身就是一个好的产品。从设计、制作、安装直至验收交付完成,这个产品才算卖出去了,而对这个产品的品质把控在制作阶段就至关重要。本工程中的X节点就是一个极复杂的产品,它由多种尺寸和角度的钢管和钢板构成,需要多种工序来拼装焊接和控制其精度。最终实现了角度偏差控制在0.5°以内,尺寸空间坐标偏差控制在10mm以内这样严苛的要求,为天幕工程完成打下了坚实的基础。
关键词:X节点、钢结构、工序、精度
前言:近年来,钢结构景观工程越来越多,借助BIM软件,其造型也越来越丰富,如鸟巢、世博轴等地标性建筑。深圳华润前海金融中心项目天幕工程作为国内最大的悬挑网壳结构,钢结构由圆钢管组成菱形格构,呈不可解析曲面,由八根树型柱和一对接地柱托起,整体造型如同一个展开的翅膀翱翔于天际,成为了深圳前海CBD地标性建筑。
一、工程简介
天幕水平投影面积约:3500㎡;网壳由一系列树型柱和一对接地柱支撑在主体混凝土结构上。天幕的表皮是ETFE气枕和边条沟及落水系统组成。天幕东檐角高约为23.5m;西檐角高约为26.3m;一区最高点为节点编号175高约为27.9m;三区最高点为节点编号69高约为27.2m。共有X节点210个、网壳面杆件464根、拉杆212根、边梁分段34段、树状柱8根。
图1天幕示意图
二、X节点的构造及制作标准
组成网壳体的X节点如下图。

图2 X节点及其相关拉杆
招标图纸给出了标准X节点的构成爆炸图。该图明确了三块加肋板把四段管子连在一起,其中那块同时将四段管子连在一起的加肋板两侧带有圆孔,作为壳面拉杆的联接板。X节点四段管子带有不同角度,决定了与壳面杆件联接的方向,从而决定了网壳的形状。

图3 X节点构成爆炸图
组成X节点的四管空中相交,双曲网壳的数学模型决定了其相交角度。在此,将带拉杆孔的那一整块加肋板称为A加肋板,将不带拉杆孔的两块加肋板称为B加肋板。在相贯线在同一平面的X节点,B板可以适配左右管子的腔体.在这种情况下,B板形状与左右管子内腔基本相配,其侧边即为左右管子焊接的衬板,保证管子等强度焊接的情况同时,焊缝宽度一致,焊后X节点表面平滑。
X节点制作质量包括三个方面,一是形态尺寸(即角度与尺寸)的制作质量,二是焊接质量,三是外观质量。以下就这三个方面的质量控制和检测分别阐述。
2.1节点形态尺寸质量标准
X节点制作所需的加工和检测数据利用BIM 模型导出,以保证异形结构的准确。
BIM模型导出数据为各个X节点的节点中心点和四条支臂端面中心点的五个控制点的标准坐标。通过对每个X节点的五个控制点测量,将实际测量数据与标准坐标数据比较,可以得到支臂长度误差和角度误差。支臂长度误差和角度误差的允许值(误差控制标准)如下:
1)长度公差正负10mm;角度公差正负0.5度。
2)具体的长度和角度是通过三轴测量仪测量空间坐标所得。
2.2 X节点的焊接质量标准
X节点焊缝标准如下:
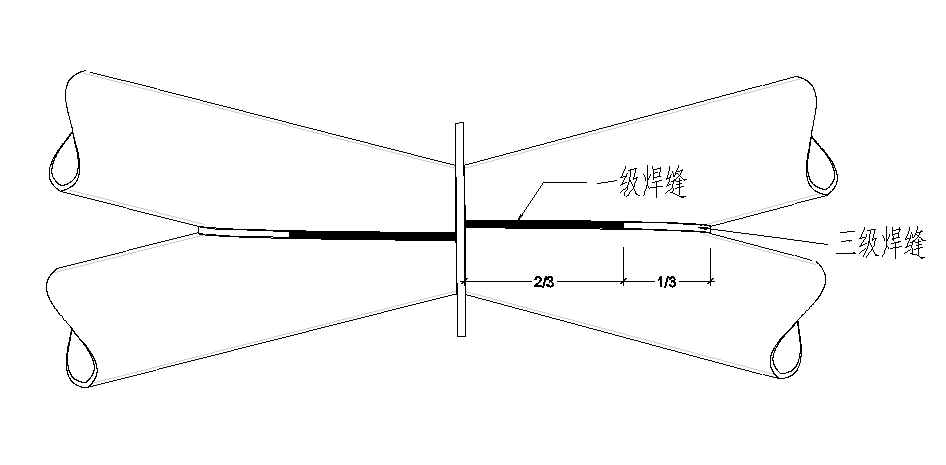
图4焊缝检测标准分区
在完成焊接24小时后,对焊缝进行探伤,对一级焊缝部分,100%超声波探伤或者100%磁粉探伤。三级焊缝作外观检查和磁粉探伤。
2.3 X节点外观质量标准
外观质量标准如下:
1)必须打磨平滑,无明显凹凸或打磨痕迹;
2)完全与封样一致。
X节点制作是难度最高且最关键的,以下为节点制作的工艺技术:
作业方法:A、与节点加工有关的是加工牛腿之间相贯线的数据和铣削角度。B、要按安装顺序编加工数据组,以保证节点加工进度与工地需求一致。
2.1数控相贯线切割
工具:数控相贯线切割机、相贯线切割机器人。
目的:将组成节点的管子切出相贯线,以保证管子等强度焊接,并有合格外形。
作业方法:A、数据输入按组,每个节点数据为一组;B、每根管子标注基准面;C、每个节点的管子半成品成组堆放;D、岗位定员并记录。
作业标准:角度偏差小于正负0.5度。
2.2肋板切割
工具:数控等离子切割机、数控水切割机。
目的:A、加肋板用数控水切割机加工,以保证拉杆轴孔的精度;B、加肋板用数控等离子切割机加工,以保证高效生产。
作业方法:A、根据模型1:1画出加肋板的cad图并进行编号;B、将cad图导入数控切割机进行切割; C、割完之后在肋板上进行编号并按序号堆放。D、岗位定员并记录。
作业标准:长度偏差小于正负0.5mm。
工具:1000*3000划线平台、角度量具、辅助夹具、气体保护焊机。
目的:将相邻支臂管子根据BIM标注的角度与B加筋板组成基本单元,为X节点组立做好准备。
作业方法:A、在1000*3000划线平台上,用90度角尺将相邻支臂管子的相贯线截面调整到垂直;B、将角铁垫块插入管子底部,并点焊固定,以保证管子不再转动;C、依靠BIM数据,利用角度量具,将辅助夹具调整到规定角度,并固定;D、将平面上的固定好的夹具划线,延长成一定的角度,然后进行测量和调整,从而保证角度的偏差范围在0.5度左右;
E、将相邻管子和B加筋板组合,并嵌入辅助夹具;F、复测无误后,将该组合点焊固定;G、在V型腿上表面标上样冲孔,并在每个腿上标上腿号,并进行复核。

图5辅助夹具
作业标准:A、角度偏差小于正负0.5度;B、B加筋板与相邻支臂修正过的相贯线内腔基本贴合,缝隙小于2mm;C、岗位定员并记录。
工具:数控组立机。

图6数控组立机
目的:通过数控组装机上转台的三维旋转,带动节点基座三维旋转帮助管子就位,保证节点的每根管子的角度准确性。
作业方法:A、找到每个节点想对应的两个V型腿;B、在每个节点的基准腿的上表面敲钢印;C、在V型腿固定于机器时,先将机器的零点进行校准,并进行回零的操作,并且每次进行V型腿加工的操作时都需操作此步骤;D、一个V腿组立完之后,另一个V腿由于前V腿自重下层需通过水准仪检查补偿;E、点焊固定时要考虑牢固问题;F、每当做完20个节点后,都要复核一次刻度盘的精度;G、岗位定员并记录。
作业标准:角度偏差小于正负0.5度。
2.5 工序五 三座标测量
工具:三座标测量仪。
目的:利用三座标测量仪对节点逐一测量,以保证配合角度和座标准确性;
作业方法:A、将节点置于测量仪大理台,将支点调节到稳定;B、每个节点测量三次,取平均座标值与标准座标值照。
作业标准:A、数据需要反复核对,并作记录;B、通过对每个X节点的控制点测量,将实际测量数据与标准坐标数据通过BIM模型进行比较,可以得到支臂长度误差;C、岗位定员并记录。
支臂长度误差的允许值(误差控制标准):空间长度坐标公差10mm以内;将对应的正度公差值标注在每个圆管的上表面,以便于清楚焊接方向。
工具:气体保护焊机。
目的:利用气体保护焊机,通过圆管标注的数值正负来确定焊接方向从而降低焊接时的温度产生的变形。
注意事项:A、采用混合气体以保证稳定性;B、关键打底焊要小心,以保证焊缝质量; C、焊接负责人根据每个节点的实际测量值进行逐项交底,做好反变形的控制,并严格按照加焊接工艺进行焊接工作。D、焊接负责任必须保证每个焊接人员都有相应的焊接资质。
作业方法:对应圆管上标注的测量出的数值差,来确定焊接的方向,从而降低焊接的温度变化产生的变形。
焊接顺序:A、将x节点固定在钢架上;B、从圆管内腔将两侧圆管与耳板连接处进行打底;C、翻转,再将另外两个圆管与耳板连接处进行打底;D、将X节点平放在地面,将相贯板与圆管连接处进行打底;E、翻转,将另一面的相贯板与圆管连接处进行打底;F、圆管与耳板打底处进行碳刨清根;G、将X节点平放在地面上,将圆管与耳板连接处进行交叉打底至2/3管壁壁厚并将相贯板与圆管连接处打底至2/3管壁壁厚;H、翻转X节点,重复G步骤;I、将打好底的这面进行满焊,然后翻转,将另一面进行满焊;J、打磨及焊渣处理。

图7 X节点的焊接过程
作业标准:A、根据三坐标检测数据,焊接时控制反向变形;B、焊接过程要求连续进行,并按工序一步步施焊,要求焊缝表面呈凹形,缓和过渡到母材,无咬边缺陷;C、相邻管子壁厚不等时,需将B加筋板靠近厚壁的一侧进行碳刨至与内腔基本贴合;D、岗位定员并记录,可根据实际情况增加所需人员;E、建议前20个X节点焊接完成后,测量一次三坐标,及时了解焊后变形量,对后续工作也有保障。
工具:电脑超声波焊缝检测仪、磁粉、气体保护焊机。
目的:保证焊缝质量,在达到等强度焊缝连接的同时,最大限度防止热变形。
作业方法:A、对焊缝用超声波检测,面角焊缝用磁粉探伤;B、每个节点的焊缝100%检测;C、对有缺陷的焊缝修复,反修次数按照国标要求,利用碳棒和气体保护焊机将焊缝刨开并重焊。
作业标准:在完成焊接24小时后,对焊缝进行探伤,对一级焊缝部分,100%超声波探伤或者100%磁粉探伤。三级焊缝作外观检查和磁粉探伤,具体标准详见国标。
工具:五轴数控端面铣。
目的:大焊后,节点会产生焊接变形,需要用五轴数控端面铣加工每个节点牛腿端面,以保证配合精度。通过该设备的转台三维旋转,将管子转到数字模型所决定的角度位置进行端面切削,在保证长度的同时,修正大焊造成的管子的角度偏差。
作业方法:A、将节点放置在工作台上,要对准基准牛腿和基准角;B、数控数据输入要反复核对,保证节点一致;
作业标准:A、数控数据需要反复核对,需要作记录;B、X节点必须放稳;C、一旦机器开始运作,必须加工完成,不得中途停止、拆上拆下,否则影响精度;D、岗位定员并记录。
工具:三座标测量仪
目的:利用三座标测量仪对节点逐一测量,以保证配合角度和座标准确性;
作业方法:A、将节点置于测量仪大理台,将支点调节到稳定;B、每个节点测量三次,取平均座标值与标准座标值照。
作业标准:A、数据需要反复核对,并作记录;B、通过对每个X节点的控制点测量,将实际测量数据与标准坐标数据比较,可以得到支臂长度误差。支臂长度误差允许值(误差控制标准):空间长度坐标公差10mm以内;C、岗位定员并记录;D、根据实际的测量情况与BIM模型的结合进行比较和分析;E、为合格的X节点附上合格证,合格证附上相应的质量数据,以便现场安装。
结语:现在幕墙工程涉及的范围越来越广,对设计人员而言要求掌握的专业技能也越来越多,建筑类和机械类的知识是重中之重。作为一个幕墙设计人员,设计出来的幕墙不仅要满足设计师外观要求、要符合建筑类相应规范要求,还要使其易加工制作,易安装调节。面对复杂的节点构造,我们要尽量优化趋同,要集思广益制定制作工序,保证质量要求。 一个成功的产品是所有失败的积累,是所有苛刻要求的坚持,是所有岗位的付出。
参考文献:
[1] 豆衍业. 复杂构件钢结构加工制作技术工艺分析[J].建材与装饰, 2019(15):212-213.
[2]杨海坤; 赵伟团. 浅谈建筑钢结构制作工艺[J]. 数码设计,2017(11):100-101.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



