江苏先特能源装备有限公司 江苏南京 211100
摘要:为解决蓄电池胶封生产装配线过程中电池进出树脂固化干燥机靠人工搬运,实现流转自动化的问题,同时达到缩短树脂固化干燥机长度,增加产能目的,设计了全自动双层电池提升排列机械手,全自动双层电池提升排列机械手的使用降低生产操作人员的劳动强度,保护了生产操作人员的身体安全,缩短树脂固化干燥机占地面积,提高了产能及整条生产流水线的流畅性和自动化程度。
关键词:蓄电池提升排列、全自动双层电池提升排列机械手
引言
随着铅酸蓄电池行业的产能不断加大,蓄电池生产企业生产操作人员的劳动强度也越来越大,时有安全事故发生,大部分生产工序环节中蓄电池的流转仍靠人工搬运,一只大的蓄电池重量要达到70-80Kg,一个人一天几百只电池搬下来,劳动强度不言而喻,同时铅酸蓄电池行业的生产自动化要求也在不断提高,有了全自动双层电池提升排列机械手,从一定程度上将操作人员从繁重的体力劳动中解放出来,提高了生产自动化程度,大大降低了人的劳动强度,降低了安全事故发生的机率。
全自动双层电池提升排列机械手的设计
2.1机械结构、功能
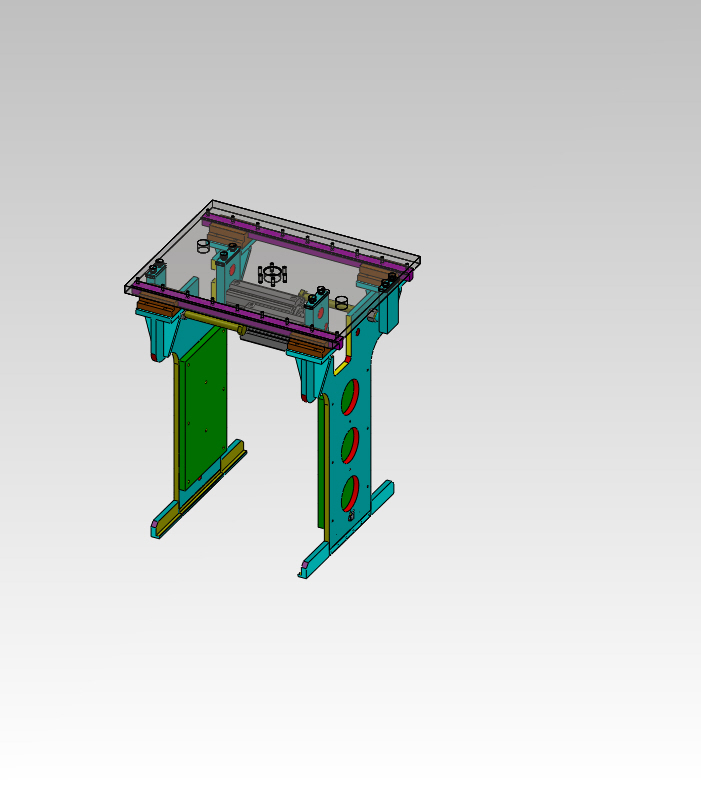
全自动双层电池提升排列机械手主要功能是将胶封装配线中点完胶的电池双层成“井”字形整齐排列进树脂固化干燥机进行固化干燥,固化干燥后再将电池排列成单层单列送出干燥机,保证电池流转的流畅性。其主要结构有1.机架、2.横移组件、3.升降纵移组件、4.旋转组件、5.抓取组件等组成(如图1):


1




2
3
4
5
图1
1.机架
固定整个抓取装置,为整个抓取装置提供横向移动轨道(如图1)
2.横移组件
横移组件有1.横移主架、2.横移直线滑块、3.横移电机、4.旋转编码器等组成(图2),整个抓取装置在横移电机的驱动下通过齿轮齿条副沿着装在机架上的直线导轨横向移动,移动距离位置由程序控制旋转编码器旋转圈数确定




1
2
3

4
图2
3.升降纵移组件
升降纵移组件有1.升降电机、2.升降气缸、3.旋转编码器、4.纵移电机、5纵移直线滑块等组成(图3),升降电机驱动齿轮齿条副使旋转组件及抓取组件沿着Z轴方向上下运动,移动距离位置由程序控制旋转编码器旋转圈数确定,升价气缸用于抵消旋转组件及抓取组件的自重,防止坠落,纵移电机驱动齿轮齿条副使旋转组件及抓取组件沿着装在横移组件上的直线导轨(图2)纵向移动,,移动距离位置也由程序控制旋转编码器旋转圈数确定






2
1
3
4
5
图3
4.旋转组件
旋转组件有1.旋转气缸、2.旋转齿轮齿条副、3.旋转轴等组成(图4),旋转气缸驱动齿轮齿条副使与旋转轴连接的抓取组件(图5)沿着Z轴旋转90°,使抓取上来的电池转个90°



1
2
3
图4
5.抓取组件
抓取组件有1.抓取组件固定板、2.夹紧板、3.夹紧气缸、4.夹紧板打开限位杆、5.夹紧移动导轨副等组成(图5),抓取组件通过抓取组件固定板与图4所示旋转轴连接,夹紧板在夹紧气缸驱动下沿着夹紧移动导轨副直线移动,闭合夹紧板抓取电池,夹紧板侧面夹住电池,底部拖住电池,松开夹紧板放下电池,松开夹紧板时,夹紧板打开限位杆顶住夹紧板,以控制夹紧板打开宽度,防止夹紧板碰撞其它电池





1
2
3
4
5

10


9
8
图5
2.2工作原理
2.1.1工作前的设备调整
根据电池的宽度调整夹紧板打开限位杆,使两块夹紧板打开的宽度略大于电池的宽度,保证电池按一定的间距排列时两块夹紧板不会碰撞到其它电池。
2.1.2工作原理
如图1、2、3、4、5所示,整个提升排列装置在由横移电机驱动齿轮齿条副沿着横移直线导轨副方向到达准备提升排列的电池的正上方,升降电机驱动升降齿轮齿条副将抓取组件下降到电池位置,夹紧气缸驱动两块夹紧板沿着夹紧移动导轨副方向向内闭合,夹紧、托住电池,升降电机驱动升降齿轮齿条副将抓取组件上升,提起电池,横移电机驱动齿轮齿条副沿着横移直线导轨副方向到达准备放下电池的正上方,升降电机驱动升降齿轮齿条副将抓取组件下降到放电池位置,夹紧气缸驱动两块夹紧板沿着夹紧移动导轨副方向向外松开,放下电池,升降电机驱动升降齿轮齿条副将抓取组件上升,重复以上步骤几个周期,将第一层电池全部放满后放第二层电池,放第二层电池时,抓取电池步骤与第一层电池抓取时一样,放下电池与第一层放电池步骤不同,当电池到达准备放下电池的正上方时,旋转气缸驱动旋转齿轮齿条副使电池在抓取组件的带动下旋转90°,再由纵移电机驱动纵移齿轮齿条副沿着纵移直线导轨副方向到达放电池位置,升降电机驱动升降齿轮齿条副将抓取组件下降到放电池位置,夹紧气缸驱动两块夹紧板沿着夹紧移动导轨副方向向外松开,放下电池,升降电机驱动升降齿轮齿条副将抓取组件上升,纵移电机驱动纵移齿轮齿条副沿着纵移直线导轨副方向回到旋转位置旋转抓取组件,重复以上步骤几个周期,放满第二层电池,使第一层与第二层纵横交错成“井”字形排列。
整个设备的运动主要通过电机带动齿轮齿条副沿着直线导轨副方向运动,设备运行平稳,噪音小,电机与旋转编码器配合使用使设备位移精度得到提高。
全自动双层电池提升排列机械手可以根据不同电池的宽窄,通过电气程序设置电池排列的间距及个数。
应用效果
全自动双层电池提升排列机械手的设计成功,已应用于多个蓄电池生产企业,客户使用反映良好,运行稳定,结构紧凑、故障率低,安全性高。设备运行过程中无需人员看护、操作,极大的降低了生产操作人员的劳动强度,为蓄电池生产企业节省了人力成本。
参考文献
宋宪明 张云廉 《铅酸蓄电池专用设备》 冶金工业出版社 2000
1 / 1

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



