国家知识产权局专利局专利审查协作湖北中心
摘要:环件辗扩成形工艺是环形零件塑性成形的重要成形技术,由于其具备生产效率高、制件精度高、设备吨位小和节约材料等优点,目前已成为环件生产的主流工艺。对于环件辗扩成形工艺而言,辗扩成形工艺逐步从径向辗扩向径轴向辗扩发展,成形产品从简单截面逐步向复杂异形截面发展,结合国内生产需求,从降低成本和提高环件生产质量出发,将立式辗环机改进成能实现径轴向辗扩的辗环机在国内受到的较大关注。本文针对径轴向环件辗扩成形技术的专利申请情况进行统计、分析,旨在明确其技术脉络以及未来环件辗扩技术发展趋势。
关键词:环件 辗扩 辗环 径轴向 异形
环形零件是工业领域中应用非常广泛的关键基础件,常见的环件产品有轴承环、齿轮环、火车车轮及轮箍、燃气轮机环、集电环等。
环形零件的生产,初期采用锻造——冲孔——马架扩孔的生产工艺,该工艺生产效率低,尺寸精度差,后续机加工量大,而且浪费材料,所以逐渐被辗扩成形工艺所取代。环件辗扩成形工艺分为径向辗扩成形工艺和径轴向辗扩成形工艺,径轴向辗扩成形工艺由于增加了一对轴向端面轧辊,对环件的径向和轴向同时进行辗扩,使得径向辗扩产生的环件端面凹陷再经过轴向辗扩得以修复平整,可以改善辗扩成形环件的端面质量并且辗扩成形复杂截面轮廓的环件。
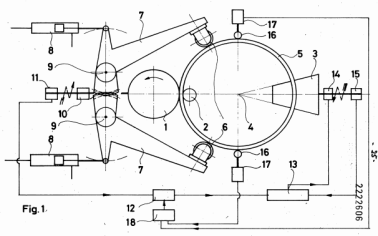
环件径-轴向辗扩的原理如图1所示,驱动辊做旋转轧制运动,芯辊做径向直线进给运动,端面轧辊做旋转端面轧制运动和轴向进给运动。在径-轴向辗扩中,环件产生径向壁厚减小、轴向高度减小、内外直径扩大、截面轮廓成形的连续局部塑性变形,当环件经反复多转轧制使直径达到预定值时,芯辊的径向进给运动和端面辊的轴向进给运动停止,环件径-轴向辗扩设备结构复杂,主要用于大型复杂截面环件轧制生产。

图1 环件径-轴向轧制原理图
在国际专利分类表中,B21H1/06表示限定轴向长度的环,本文即针对该分类号下的国内外专利文献进行统计和分析,径轴向环件辗扩成形工艺的全球主要国家或地区历年专利申请量分布如图2中所示,径轴向辗扩技术最早起源于德国,相比传统的工业发达国家而言,我国在此方面的研究起步较晚。
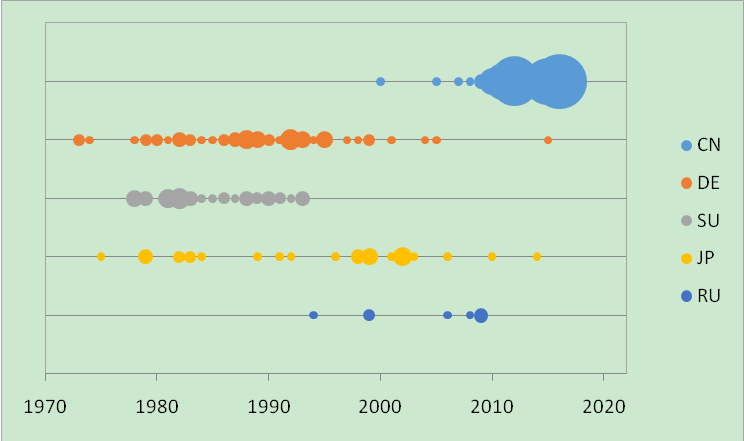
图2 径轴向环件辗扩全球主要国家或地区历年专利申请量分布图

![]()
![]()

图3 径轴向环件辗扩技术发展脉络
径轴向辗扩的发展脉络如图3中所示,从图中可以看出,早在20世纪70年代初期,就已经有了径轴向同时辗扩的工艺,之后,为了更加准确地对轴向辗扩进行控制,针对径轴向辗扩用的锥辊的控制技术的专利申请开始出现。而在国内,采用径轴向辗扩工艺生产的主要以大型企业的大型环件生产为主为主,一方面是生产成本的控制,二是辗扩工艺不成熟。在2000之后,国内的专利申请针对径轴向辗扩进行了具备经济技术效益的探索,比如在立式辗环机上加上轴向辗扩设备,一方面可以降低设备成本,同时可以提高产品质量。

图4 径轴向环件辗扩成形工艺国内专利申请重要申请人

图5 径轴向环件辗扩成形工艺国外专利申请重要申请人
径轴向辗扩技术的国内专利申请重要申请人和国外专利申请重要申请人分别如图4和图5。作为国内重要申请人,贵州的企业便占据了三席,贵州安大航空锻造有限责任公司,贵州航宇科技发展股份有限公司(公司前身贵州航宇科技发展有限公司于2006年9月4日成立,2011年8月31日依法整体变更为贵州航宇科技发展股份有限公司),贵州航天新力铸锻有限制责任公司,这与中航工业集团在贵州省的011基地密不可分。贵州安大航空锻造有限责任公司自2008年以来对于不锈钢以及合金锻件的辗轧成形开展了大量的研究,作为全球民用航空发动机锻件的重要供应商,其在国内乃至全球锻造行业具有领先水平。诸城市圣阳机械有限公司是专业从事辗环机(扩孔机)研究开发和生产的高科技企业,开发生产了D51A、D51B、D52、D53K四大系列40多个规格的辗环机。从1989年开始,武汉理工大学的华林公开发表了有关环件辗扩进给量、环件轧制中的金属流动规律以及环件轧制的极限参数、环件辗扩的极限壁厚与辗扩比的论文。2001年,华林等人的著作《环件轧制理论和技术》受机械工业出版社高水平著作出版基金的赞助出版。《环件轧制理论和技术》一书的出版,填补了环件轧制技术著作的空白,对从事环件轧制研究和生产的科技工作者能提供有力的帮助,促进了我国环件轧制技术的应用和发展。
在环件辗扩领域,作为冷辗扩技术核心设备的冷辗环机有英国FORM FLO公司的IR1003和OR105、前苏联轴承联合公司的4K2046和MXP201、日本共荣精机的CRF型和改进型TCR型系列、国产的PCR型、D56G90型和JK型系列等。但是从图5中可以发现,除了英国FORM FLO公司在径轴向环件辗扩领域的专利申请量比较领先之外,其他辗环机的生产公司在这方面的专利申请量并不是太大,从申请人上看该领域的专利申请呈现出比较分散的状态。一方面是因为,环件辗扩的原理比较简单,辗环机的发展已经较为成熟,另一方面,对于辗环机的研究主要针对其附件的改进以及生产自动化。此外,对于国内的中小型企业来说,大型卧式辗环机的造价昂贵,难以得到广泛应用,在面临中小型环件端面凹陷的缺陷时,他们会选择对立式辗环机进行改进,增加轴向辗扩设备,从而实现在立式辗环机上对环件的径轴向辗扩,而这些申请也呈现出了申请量比较分散的状态。
考虑到德国蒂森公司在径轴向碾环技术分支方向研发比较突出,重点研究其在该方向的研发路线图,如表1所示。
表1德国蒂森的代表性专利
| 序号 | 专利申请 号/申请日 | 代表性专利附图 | 技术要点 | 法律状态 |
| 1 | DE2222606A 19720509 |
| 环轧机包括在环内与环外的轴向辊以及一对径向锥辊,通过调节辊的圆周速度,防止环件移位与变形 | 授权 |
| 2 | DE2222608A 19720509 |
| 将环件安装在滑块上,使滑块相对于环件直径的增加不断的移位,该系统能够保证环件的轴心固定,简化辅助配件 | 授权 |
| 3 | DE2611568A 19760319 |
| 通过将环形工件轧制成矩形截面的环件后,通过上方摆辗的方式将其加工成法兰形状 | 授权 |
| 4 | DE3840020A 19881126 |
| 轴向轧环机包括一个刺辊、一个包围工件的凹模环和一个径向锥辊,锥辊的端面垂直于刺辊的轴线 | 授权 |
| 5 | DE3921094A 19890628 |
| 环轧机的芯轴沿着预定的路径向轴向与径向移动,从而产生预想的截面形状,芯轴可由人工或程序控制 | 授权 |
| 6 | DE3937913A 19891115 |
| 环轧机的芯轴上下两端具有芯轴台,用于控制工件的轴向尺寸 | 授权 |
| 7 | DE59601090A 19960525 |
| 通过上方摆辗的方式改变工件的截面形状 | 授权 |
在径轴向环件辗扩成形工艺领域,单纯以辗扩设备为主的专利申请量并不多,因为径轴向辗扩的工艺经过多年的研究中已被不断改善,目前针对径轴向环件辗扩技术的研究主要集中于辗扩的材料、设备精度的控制、设备的自动化程度。
10

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号