宝胜科技创新股份有限公司 江苏省扬州市 225800
摘要:自2003年以来,我国光伏产业年增长率超过30%,成为世界上最大的光伏组件生产国。大规模太阳能光伏发电站的建设给光伏电缆生产企业带来了无限商机。但在光伏电缆生产过程中出现了绝缘与镀锡导体之间、护套与绝缘之间的鼓包问题,且每公里产品中均有类似情况,频次很高,严重影响了产品质量,同时产品短段率及返修率增加,导致了生产效率降低,生产成本增加。为了改善光伏电缆的产品质量,提高生产效率,降低生产成本,结合相关实际生产经验,对上述光伏电缆辐照交联低烟无卤阻燃聚烯烃绝缘和护套鼓包质量问题的原因展开了分析,并进一步提出了工艺改进措施[1]。
关键词:光伏电缆;绝缘
1 鼓包问题原因分析
工艺人员对光伏电缆绝缘和护套鼓包处进行取样并剖开(如图1所示),仔细观察后发现,导致绝缘和护套出现鼓包问题的原因主要有:a.绝缘鼓包处内有硬质胶料物和附着在胶料物上的细小锡渣。经分析,该硬质胶料物为绝缘原材料的析出物,是因原材料中添加的交联剂而形成的凝胶。凝胶是一定浓度的高分子溶液或溶胶,在适当条件下,其黏度会逐渐增大,最后失去流动性,整个体系变成一种外观均匀,并保持一定形态的弹性半固体。一般线性高分子材料都可在一定条件下溶于某些溶剂中,但交联后的网状结构高分子材料则不溶于任何溶剂。如果绝缘挤出模芯外表面的光滑程度不高,而形成的凝胶在胶料挤出过程中又黏性较大,则容易在挤出时少量残留在模芯口处,挤出时间长了越积越多,当随着胶料带出附着在导体和绝缘内,就会使绝缘鼓起,形成大疙瘩。细小锡渣附着在胶料物上的原因是镀锡导体在进入挤塑机机头前表面存有锡渣,从而造成锡渣堆积。b.护套鼓包处内有硬质胶料物。经分析,该硬质胶料物为护套原材料的析出物。护套鼓包形成的过程与绝缘鼓包一样。
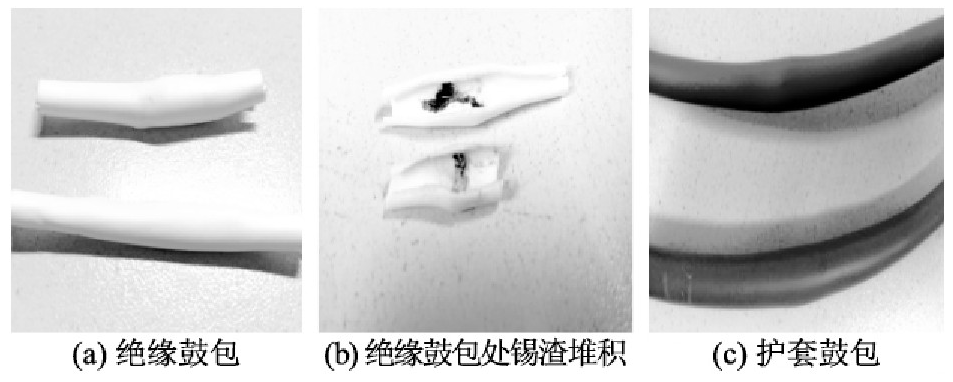 图1 光伏电缆绝缘和护套鼓包处取样并剖开
图1 光伏电缆绝缘和护套鼓包处取样并剖开
2 鼓包问题工艺改进
2.1 工艺改进措施
针对造成光伏电缆绝缘和护套鼓包问题的原因,采取了以下工艺改进措施:a.绝缘和护套挤出时均有硬质胶料滞留模口,表明挤出模具口的流畅性不好。聚四氟乙烯材料具有耐高温特性、极低摩擦因数(是理想的无油润滑材料)、良好的耐磨性、极好的表面不粘连性。因此,在模芯外表面及模套内表面涂覆耐高温聚四氟乙烯材料(如图2(a)所示),提高模具表面光滑程度,确保绝缘和护套挤出时的畅通性,在模口不易滞留胶料的析出物,从而解决导体及绝缘之间、绝缘线芯与护套之间形成鼓包现象。b.为了避免镀锡导体表面所附锡渣随导体进入挤塑机机头,在机头前堆积,在机头后部增加环形吹风装置(如图2(b)所示),确保在镀锡导体进机头前吹去其表面所附锡渣。
 图2 光伏电缆绝缘和护套鼓包问题的工艺改进措施
图2 光伏电缆绝缘和护套鼓包问题的工艺改进措施
2.2 工艺改进效果验证
为了验证上述工艺改进措施(挤出模具涂覆聚四氟乙烯材料和增设环形吹气装置)的实施效果,对工艺改进前后的生产情况进行了跟踪对比,结果如表1所示。可见:采用工艺改进措施后,绝缘和护套鼓包问题频次、质量损失成本、车速、模具清理时间、班产量同步获得了优化,有效解决了绝缘和护套鼓包问题(连续20km生产绝缘和护套表面良好,未出现鼓包现象),将质量损失成本降低为零,提高了生产车速,缩短了模具清理时间(清理效果也有所改善,工艺改进措施实施后至今未发生因模具清理不干净导致杂质附着而产生绝缘和护套鼓包现象),提高了产量,获得了非常显著的效果。
3 结束语
为了满足特殊的使用要求,光伏电缆的绝缘和护套均采用了辐照交联低烟无卤阻燃聚烯烃材料,但也由此提高了生产难度。针对光伏电缆生产过程中普遍出现的绝缘及护套鼓包问题进行原因分析并提出相应的工艺改进措施。经过各种设备(Φ50+Φ30挤塑机、Φ50挤塑机、Φ70+Φ45挤塑机、Φ70挤塑机、新Φ90挤塑机)多次试验验证,挤出模具涂覆聚四氟乙烯材料和增设环形吹气装置两项工艺改进措施能够有效杜绝锡渣及凝胶堆积产生的绝缘和护套鼓包问题,提高生产质量和效率,降低生产成本。
表1 工艺改进前后生产情况对比
 参考文献
参考文献
[1] 黄晓军.光伏电缆制造工艺的改进[J].光纤与电缆及其应用技术,2015(5):23-25.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



